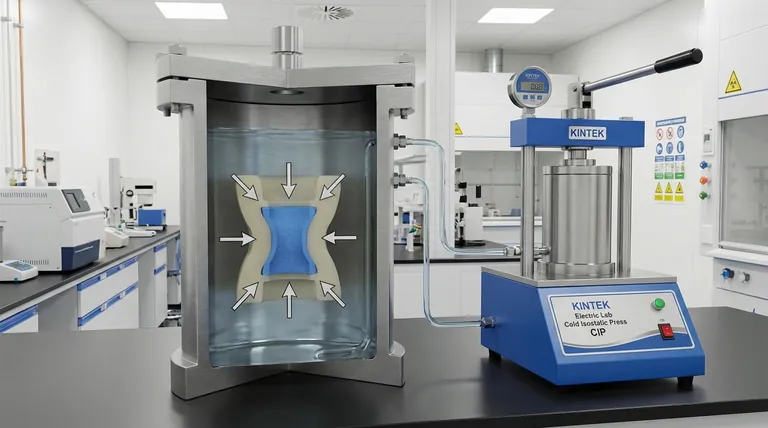
À la base, le pressage isostatique est une technique de traitement des matériaux fondée sur un principe fondamental de la dynamique des fluides. Elle consiste à immerger entièrement un composant, généralement fabriqué à partir de poudre, dans un fluide, puis à mettre ce fluide sous pression. Cette méthode garantit que la pression est appliquée de manière uniforme et simultanée depuis toutes les directions, compactant le matériau en un état solide et de haute densité.
Contrairement au pressage conventionnel, qui applique la force le long d'un seul axe, le pressage isostatique utilise un fluide pour compacter les matériaux de manière égale sous tous les angles. Cette approche unique produit des composants avec une densité exceptionnellement uniforme et des défauts internes minimes, quelle que soit leur complexité géométrique.
Comment le pressage isostatique permet un compactage uniforme
L'efficacité du pressage isostatique réside dans sa méthode d'application de la pression, qui contourne les limites des presses mécaniques traditionnelles.
Le rôle du milieu fluide
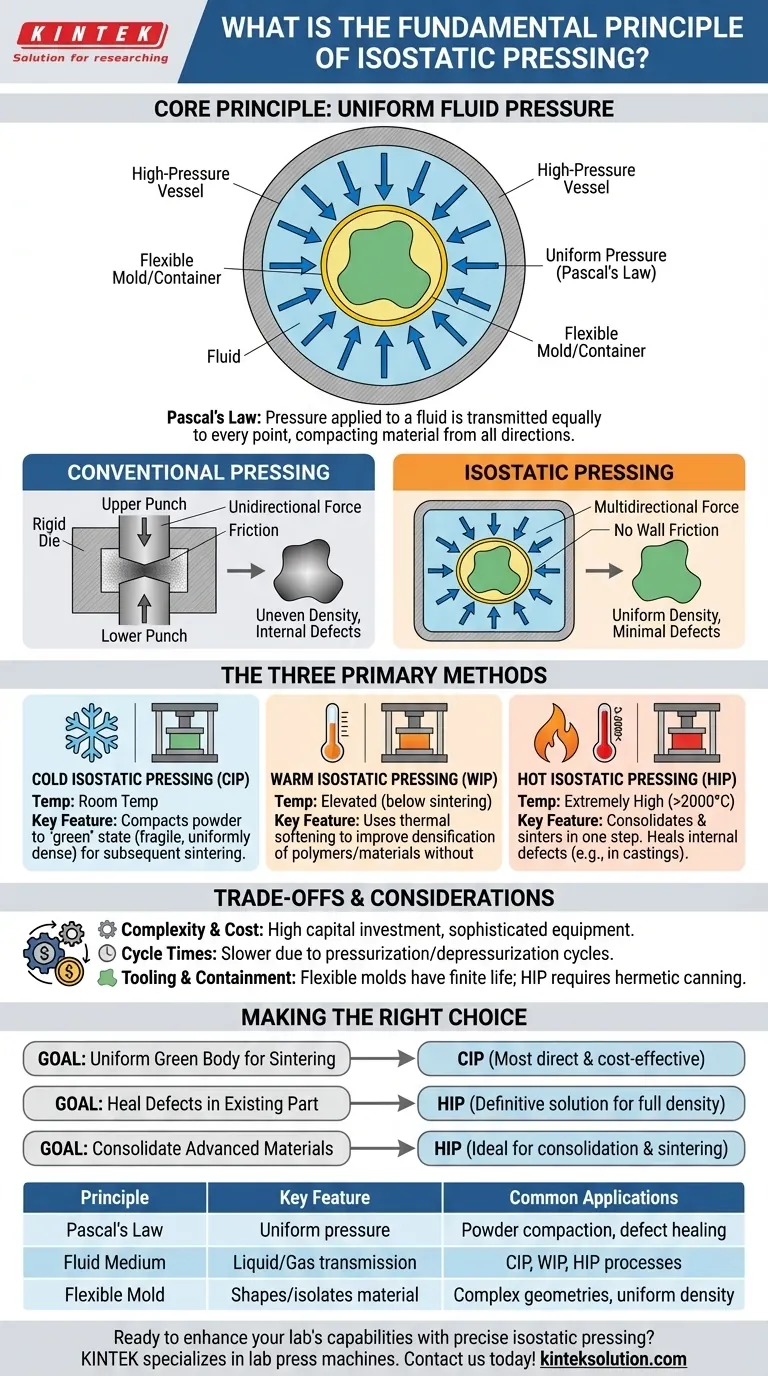
Le processus repose sur un milieu de pressurisation – soit un liquide comme l'eau ou l'huile, soit un gaz comme l'argon. Lorsque ce fluide est mis sous pression à l'intérieur d'une enceinte haute pression, il transmet cette pression uniformément à chaque point de la surface de l'objet immergé. Ce comportement est une application directe de la loi de Pascal.
Le moule ou conteneur flexible
Le matériau à compacter, généralement une poudre, est d'abord scellé dans un moule flexible et élastique ou un conteneur hermétique. Cette barrière sert deux objectifs : elle façonne la poudre dans sa forme proche de la forme finale et l'isole du fluide de pressurisation. La pression agit sur le moule flexible, qui à son tour compacte uniformément la poudre qu'il contient.
Surmonter les limites unidirectionnelles
Le pressage par matrice traditionnel applique la force à partir d'une ou deux directions. Cela crée une friction importante entre la poudre et les parois rigides de la matrice, entraînant des variations de densité dans toute la pièce. Le pressage isostatique élimine complètement cette friction de paroi, garantissant que le composant final présente une densité uniforme et constante.
Les trois principales méthodes de pressage isostatique
La combinaison de la pression et de la température définit les trois principaux types de pressage isostatique, chacun adapté à différents matériaux et résultats.
Pressage Isostatique à Froid (CIP)
Le CIP est réalisé à température ambiante ou à proximité. Sa fonction principale est de compacter la poudre pour obtenir un état « vert » – une pièce fragile mais de densité uniforme qui possède suffisamment de résistance pour être manipulée. Ces pièces vertes sont ensuite généralement soumises à un processus de frittage distinct pour atteindre leur dureté et leur résistance finales.
Pressage Isostatique à Chaud (WIP)
Le WIP fonctionne à des températures élevées, mais en dessous du point de frittage du matériau (généralement jusqu'à quelques centaines de degrés Celsius). Il est souvent utilisé pour compacter des polymères ou d'autres matériaux qui bénéficient d'un certain ramollissement thermique pour améliorer la densification sans subir de changement chimique ou de phase complet.
Pressage Isostatique à Chaud (HIP)
Le HIP combine une pression extrêmement élevée avec une température élevée, atteignant souvent plus de 2 000°C. Cela permet la consolidation et le frittage des poudres en une seule étape, produisant directement des pièces entièrement denses. Il est également unique par sa capacité à réparer les défauts internes, tels que la microporosité, dans les pièces moulées en métal solides et les composants fabriqués par fabrication additive.
Comprendre les compromis et les considérations
Bien que puissant, le pressage isostatique n'est pas une solution universelle. Comprendre ses limites est essentiel pour l'utiliser efficacement.
Complexité et coût du processus
L'équipement requis pour le pressage isostatique, en particulier les systèmes HIP, implique des enceintes haute pression et des systèmes de contrôle sophistiqués. Cela entraîne un investissement initial en capital et une complexité opérationnelle plus élevés par rapport aux presses mécaniques conventionnelles.
Temps de cycle
Le processus de chargement, de scellage, de pressurisation, de maintien et de dépressurisation d'une grande enceinte est intrinsèquement plus lent que la course rapide d'une presse mécanique. Cela rend généralement le pressage isostatique mieux adapté aux composants de grande valeur plutôt qu'aux pièces produites en grand volume et à faible coût.
Outillage et confinement
Les moules flexibles utilisés dans le CIP ont une durée de vie limitée et sont moins durables que les matrices en acier trempé des presses mécaniques. Pour le HIP, la nécessité d'encapsuler une pièce dans un conteneur hermétique (souvent une canette métallique soudée) ajoute une étape supplémentaire et laborieuse au processus.
Faire le bon choix pour votre objectif
Le choix de la méthode correcte dépend entièrement de votre matériau et de l'état final souhaité du composant.
- Si votre objectif principal est de créer un corps vert uniforme pour un frittage ultérieur : Le Pressage Isostatique à Froid (CIP) est la méthode la plus directe et la plus rentable.
- Si votre objectif principal est de réparer des défauts internes dans une pièce préexistante (comme une coulée) : Le Pressage Isostatique à Chaud (HIP) est la solution définitive pour atteindre une densité totale et améliorer l'intégrité mécanique.
- Si votre objectif principal est de consolider des matériaux avancés comme les céramiques ou les composites métalliques dans une forme dense finale : Le Pressage Isostatique à Chaud (HIP) est le processus idéal pour réaliser la consolidation et le frittage en une seule opération.
En comprenant ces principes fondamentaux, vous pouvez exploiter efficacement le pressage isostatique pour produire des composants hautement uniformes et performants, inatteignables avec les méthodes conventionnelles.
Tableau récapitulatif :
| Principe | Caractéristique clé | Applications courantes |
|---|---|---|
| Loi de Pascal | Pression uniforme sous toutes les directions | Compactage de poudre, réparation de défauts |
| Milieu fluide | Transmission liquide ou gazeuse | Processus CIP, WIP, HIP |
| Moule flexible | Forme et isole le matériau | Géométries complexes, densité uniforme |
Prêt à améliorer les capacités de votre laboratoire grâce au pressage isostatique de précision ? KINTEK est spécialisé dans les machines de presse de laboratoire, y compris les presses de laboratoire automatiques, les presses isostatiques et les presses de laboratoire chauffées, conçues pour fournir une densité uniforme et des performances supérieures pour vos matériaux. Contactez-nous dès aujourd'hui pour discuter de la manière dont nos solutions peuvent répondre à vos besoins spécifiques de laboratoire et augmenter votre efficacité !
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide Presse isostatique à chaud
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
Les gens demandent aussi
- Pourquoi les cathodes composites doivent-elles être scellées dans des sacs de lamination sous vide pour le WIP ? Assurer la stabilité et la densité de la batterie
- Quel est le rôle du matériau flexible dans le pressage isostatique à chaud ? Clé pour une densité uniforme et la précision
- Quel est le mécanisme d'une presse isostatique à chaud (WIP) sur le fromage ? Maîtriser la pasteurisation à froid pour une sécurité supérieure
- Quelle est la fonction de la pression hydraulique dans le pressage isostatique à chaud ? Atteindre une densité matérielle uniforme
- En quoi le pressage isostatique à chaud (WIP) diffère-t-il des méthodes de pressage traditionnelles ? Obtenez une densité uniforme pour les pièces complexes



















