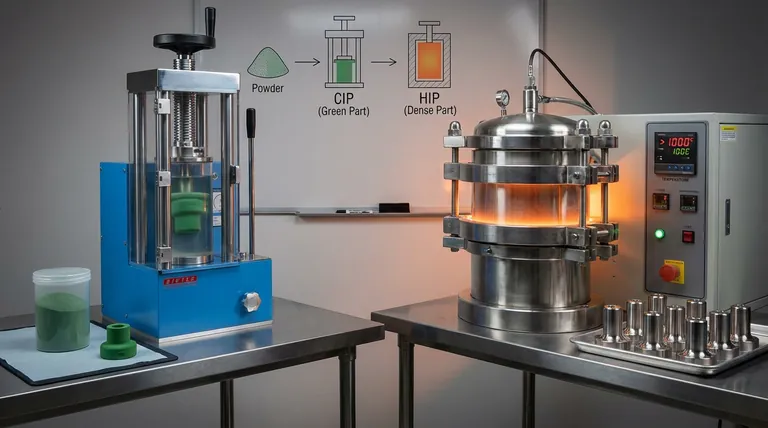
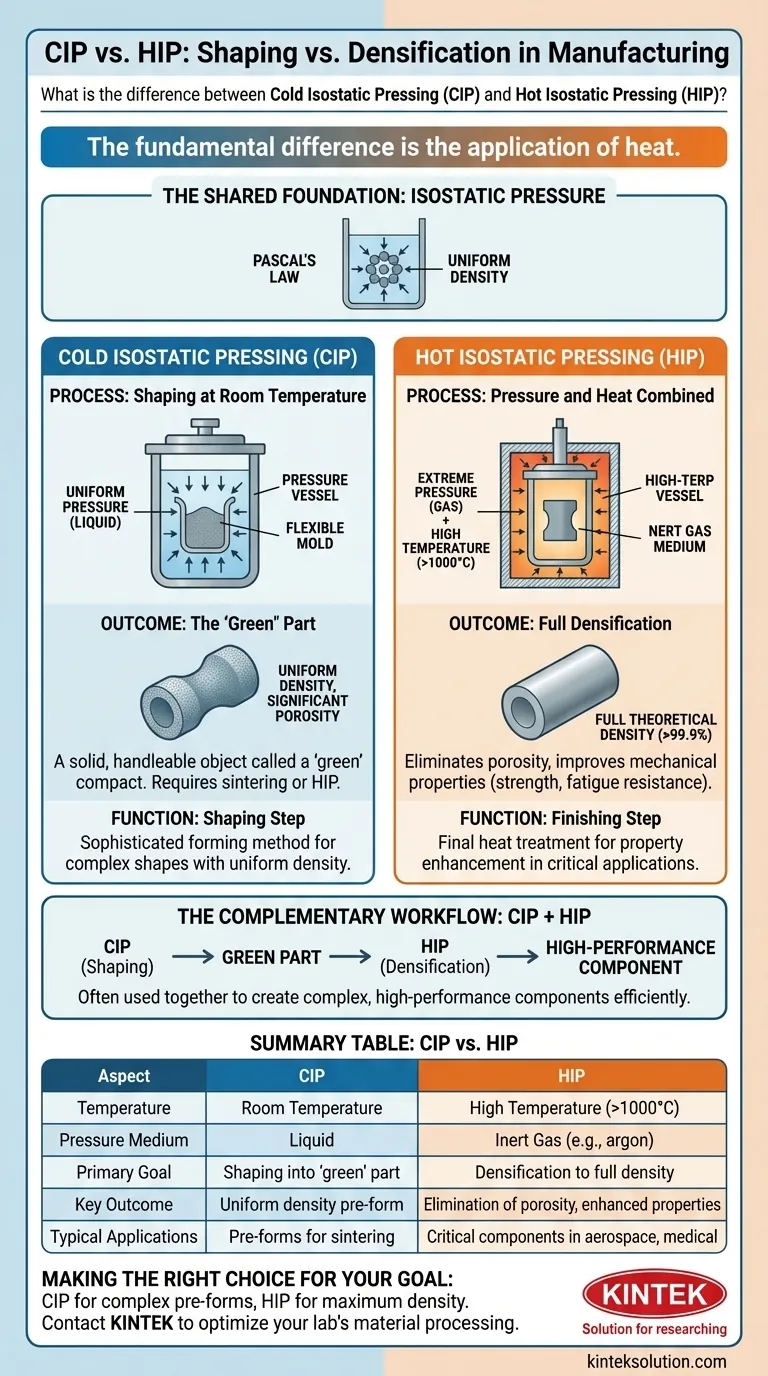
La différence fondamentale entre le pressage isostatique à froid (CIP) et le pressage isostatique à chaud (HIP) réside dans l'application de la chaleur. Le CIP utilise une pression uniforme à température ambiante pour compacter la poudre en une forme solide, appelée pièce « verte ». En revanche, le HIP applique simultanément une pression extrême et des températures élevées pour éliminer la porosité interne et créer un composant entièrement dense et performant.
Le choix entre ces méthodes ne concerne pas seulement la température ; c'est une décision stratégique concernant l'étape de fabrication. Le CIP est principalement un processus de mise en forme utilisé pour créer une pièce intermédiaire uniforme, tandis que le HIP est un processus de densification utilisé pour atteindre les propriétés finales du matériau.
Le Fondement Commun : La Pression Isostatique
Qu'est-ce que le Pressage Isostatique ?
Tout pressage isostatique est basé sur la loi de Pascal, qui stipule que la pression appliquée à un fluide confiné est transmise uniformément dans toutes les directions.
Dans la fabrication, cela signifie placer un composant, généralement fabriqué à partir de poudre, à l'intérieur d'une enceinte sous pression. Un fluide applique ensuite une pression égale de tous les côtés, assurant un compactage très uniforme.
L'Objectif : Densité Uniforme
Contrairement au pressage uniaxial (pressage à partir d'une ou deux directions), qui peut créer des variations de densité, le pressage isostatique minimise ces différences. Cette uniformité est essentielle pour prévenir la déformation ou la fissuration lors des étapes de chauffage ultérieures et pour obtenir des propriétés finales prévisibles.
Un Regard Approfondi sur le Pressage Isostatique à Froid (CIP)
Le Processus : Mise en Forme à Température Ambiante
Dans le CIP, un matériau pulvérulent est scellé dans un moule flexible en élastomère fait de caoutchouc, d'uréthane ou de PVC. Ce moule scellé est ensuite immergé dans une enceinte sous pression remplie de liquide.
L'enceinte est pressurisée, généralement à température ambiante, ce qui provoque la compression uniforme du moule par le liquide. Cela compacte la poudre en un objet solide qui conserve la forme du moule.
Le Résultat : La Pièce « Verte »
Le résultat du CIP n'est pas un composant fini. C'est un objet solide et manipulable appelé « compact vert ».
Cette pièce verte est uniformément dense mais contient encore une porosité importante. Elle a la forme souhaitée mais manque de la résistance et des propriétés finales, nécessitant un processus ultérieur à haute température comme le frittage ou le HIP pour atteindre une densité complète.
Un Regard Approfondi sur le Pressage Isostatique à Chaud (HIP)
Le Processus : Pression et Chaleur Combinées
Le HIP se déroule dans un four à haute température qui sert également d'enceinte sous pression. Au lieu d'un liquide, le milieu de pression est un gaz inerte à haute pression, tel que l'argon.
Les composants sont chauffés à des températures extrêmes, souvent supérieures à 1000°C, ce qui ramollit le matériau. Simultanément, une pression de gaz immense est appliquée, provoquant l'effondrement de tous les vides ou pores internes du matériau.
Le Résultat : Densification Complète
L'objectif du HIP est d'atteindre la densité théorique complète, souvent supérieure à 99,9 %. En éliminant la porosité interne, le processus améliore considérablement les propriétés mécaniques telles que la résistance, la résistance à la fatigue et la durabilité.
Le HIP est utilisé sur des pièces qui ont déjà été formées, comme les pièces vertes issues du CIP, les composants pré-frittés, ou même les pièces moulées en métal, afin de réparer les défauts internes et de maximiser les performances.
Comprendre les Compromis et la Relation
Le CIP est une Étape de Mise en Forme
Considérez le CIP comme une méthode de formage sophistiquée. Son principal avantage est de produire des formes complexes avec une densité hautement uniforme avant toute application de chaleur. Cela en fait une étape préparatoire idéale pour créer des préformes de haute qualité.
Le HIP est une Étape de Finition
Considérez le HIP comme un traitement thermique final qui perfectionne la structure interne du matériau. Sa valeur réside dans l'amélioration des propriétés, et non dans la mise en forme initiale. C'est le procédé de choix pour les applications critiques où la défaillance du matériau n'est pas une option, comme dans l'aérospatiale ou les implants médicaux.
Le Flux de Travail Complémentaire : CIP + HIP
Le CIP et le HIP ne sont pas toujours des choix mutuellement exclusifs ; ils travaillent souvent ensemble dans une séquence puissante. Un fabricant peut utiliser le CIP pour créer une pièce verte complexe, puis utiliser le HIP pour consolider cette pièce à pleine densité. Ce processus en deux étapes exploite les forces des deux méthodes pour créer des composants complexes et performants de manière efficace.
Faire le Bon Choix pour Votre Objectif
La sélection du processus correct nécessite une compréhension claire des exigences d'utilisation finale de votre composant.
- Si votre objectif principal est de créer une préforme complexe avec une densité uniforme pour un frittage ultérieur : Le CIP est le choix le plus efficace et le plus économique.
- Si votre objectif principal est d'obtenir une densité maximale et des propriétés mécaniques supérieures dans une pièce finie : Le HIP est le processus nécessaire pour éliminer la porosité et maximiser les performances.
- Si votre objectif principal est de fabriquer une pièce complexe pour une application critique : La combinaison de l'utilisation du CIP pour la mise en forme suivie du HIP pour la densification est souvent la voie optimale.
Comprendre cette distinction transforme votre choix d'une simple préférence de température en une décision stratégique concernant l'ensemble du cycle de vie de fabrication de votre composant.
Tableau Récapitulatif :
| Aspect | Pressage Isostatique à Froid (CIP) | Pressage Isostatique à Chaud (HIP) |
|---|---|---|
| Température | Température ambiante | Haute température (ex. : >1000°C) |
| Milieu de Pression | Liquide | Gaz inerte (ex. : argon) |
| Objectif Principal | Mise en forme en pièce « verte » | Densification à pleine densité |
| Résultat Clé | Préforme à densité uniforme | Élimination de la porosité, propriétés améliorées |
| Applications Typiques | Préformes pour le frittage | Composants critiques en aérospatiale, médical |
Prêt à optimiser le traitement des matériaux de votre laboratoire ? KINTEK se spécialise dans les machines de presse de laboratoire, y compris les presses de laboratoire automatiques, les presses isostatiques et les presses de laboratoire chauffées, conçues pour répondre aux besoins des laboratoires pour la mise en forme et la densification des matériaux avec précision et efficacité. Que vous travailliez avec le CIP pour des préformes uniformes ou le HIP pour des composants haute performance, nos solutions peuvent améliorer votre flux de travail et vos résultats. Contactez-nous dès aujourd'hui pour discuter de la manière dont nous pouvons soutenir vos exigences spécifiques et faire avancer vos innovations !
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
Les gens demandent aussi
- Qu'est-ce qu'une presse isostatique à froid de laboratoire électrique (CIP) et quelle est sa fonction principale ? Obtenir des pièces à haute densité uniforme
- Quel rôle les presses isostatiques à froid de laboratoire électriques jouent-elles dans les contextes industriels ? Pont entre la R&D et la fabrication avec précision
- Quels types de matériaux peuvent être compactés à l'aide de presses isostatiques à froid électriques de laboratoire ? Obtenez une densité uniforme pour les métaux, les céramiques et plus encore.
- Quelles sont les options de personnalisation disponibles pour les presses isostatiques à froid électriques de laboratoire ? Adaptez la pression, la taille et l'automatisation à votre laboratoire
- À quelles fins les capacités haute pression des presses isostatiques à froid électriques de laboratoire sont-elles utilisées ? Atteindre une densité supérieure et des pièces complexes
















