En substance, le pressage isostatique est un processus de fabrication qui compacte des poudres en une masse solide à l'aide d'une pression extrêmement élevée et uniforme. Les principales méthodes sont définies par la température à laquelle ce processus se produit : le pressage isostatique à froid (CIP), le pressage isostatique à chaud tempéré (WIP) et le pressage isostatique à chaud (HIP). Chaque technique est choisie en fonction du matériau spécifique traité et de la densité et des propriétés finales souhaitées pour le composant.
La différence fondamentale entre les méthodes de pressage isostatique n'est pas la pression, mais la température. Bien que tous les types utilisent une pression uniforme pour éliminer les vides, l'ajout de chaleur est ce qui permet la fusion finale des particules de matériau en un solide entièrement dense et de haute performance.

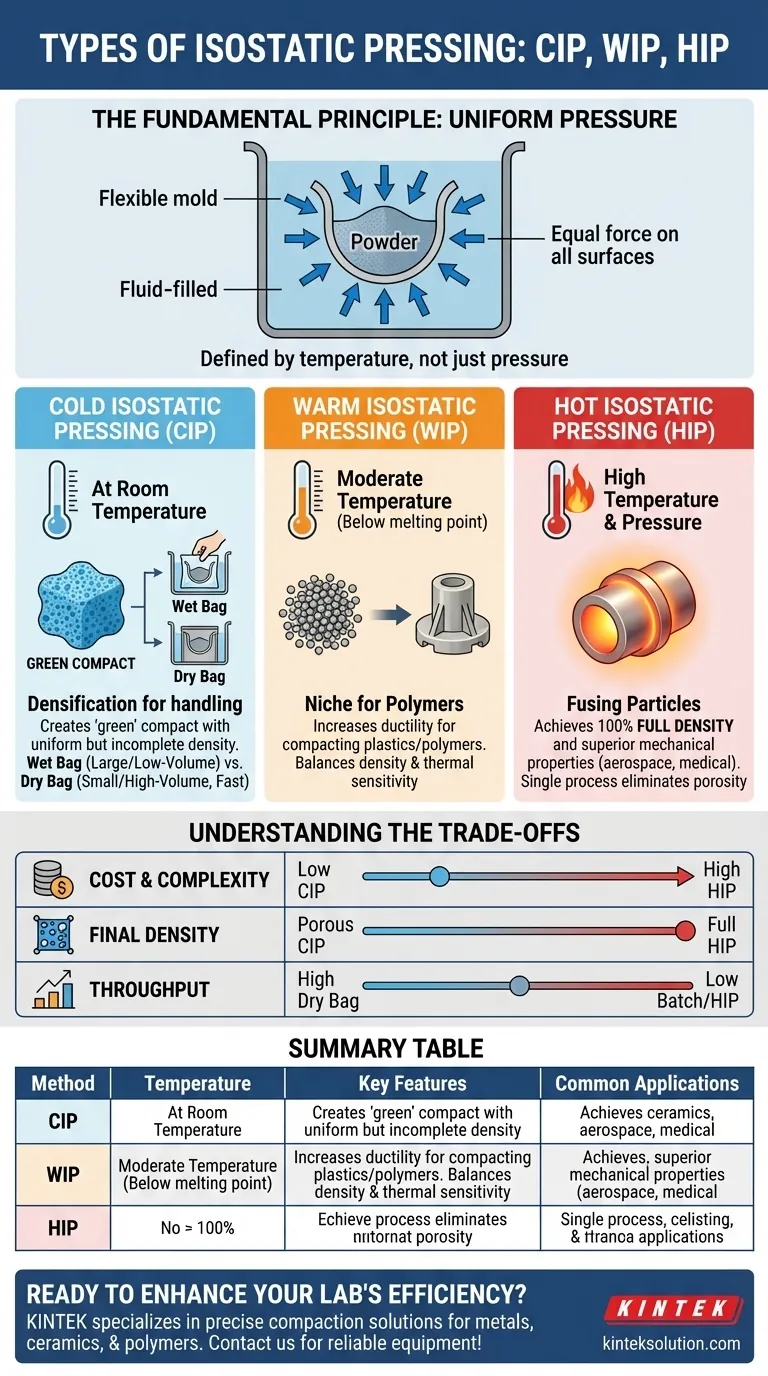
Le principe fondamental : une pression uniforme
Le pressage isostatique est une technique de métallurgie des poudres conçue pour résoudre un problème simple : le pressage traditionnel avec une matrice n'applique une force que dans une seule direction, ce qui entraîne une densité non uniforme.
Comment il assure l'uniformité
La poudre à compacter est d'abord scellée dans un moule ou un récipient flexible et déformable. Ce récipient est ensuite immergé dans un fluide – généralement de l'huile ou de l'eau pour le pressage à froid, et un gaz inerte comme l'argon pour le pressage à chaud.
Lorsque le fluide est pressurisé, il exerce une force égale sur chaque surface du moule simultanément. Cette pression uniforme comprime le moule vers l'intérieur, compactant la poudre uniformément dans toutes les directions et réduisant considérablement la porosité interne.
Les méthodes principales de pressage isostatique
L'application de la température pendant ce processus définit les trois méthodes distinctes, chacune avec des capacités et des applications uniques.
Pressage isostatique à froid (CIP) : densification à température ambiante
Le pressage isostatique à froid (CIP) est réalisé à température ambiante ou à proximité. Son objectif principal est de compacter une poudre en une forme solide avec une résistance suffisante pour la manipulation et le traitement ultérieur.
Cette pièce initiale, non frittée, est connue sous le nom de compact « vert ». Bien qu'elle ait une densité uniforme, elle contient encore une porosité significative et ne possède pas la résistance finale d'un composant entièrement traité.
Le CIP lui-même est divisé en deux sous-types :
- Sac humide (Wet Bag) : Le moule scellé est immergé manuellement dans le fluide du récipient sous pression, ce qui le rend idéal pour les grandes pièces ou la production à faible volume.
- Sac sec (Dry Bag) : Le moule est intégré au récipient sous pression, permettant des cycles plus rapides et automatisés, bien adaptés à la fabrication en grand volume de petites pièces.
Pressage isostatique à chaud tempéré (WIP) : une niche pour les polymères
Le pressage isostatique à chaud tempéré (WIP) fonctionne à une température modérée, généralement en dessous du point de fusion du matériau mais suffisamment élevée pour augmenter sa ductilité.
Cette méthode est le plus souvent utilisée pour compacter des polymères, des plastiques et d'autres matériaux qui ne peuvent pas supporter les températures extrêmes du HIP mais bénéficient d'un certain ramollissement thermique pendant le compactage.
Pressage isostatique à chaud (HIP) : fusion des particules par la chaleur et la pression
Le pressage isostatique à chaud (HIP) est la plus puissante des trois méthodes. Il applique simultanément une pression extrême et une température élevée, souvent en un seul cycle.
La combinaison de la chaleur et de la pression permet aux particules de matériau de se déformer, de diffuser et de se lier au niveau atomique. Ce processus peut éliminer pratiquement toute porosité interne, ce qui donne un composant 100 % dense avec des propriétés mécaniques souvent supérieures à celles obtenues par moulage ou forgeage. Le HIP est essentiel pour les métaux, alliages et céramiques avancées de haute performance utilisés dans l'aérospatiale et les implants médicaux.
Comprendre les compromis
Le choix de la bonne méthode nécessite une compréhension claire des compromis entre le coût, la complexité du processus et les propriétés finales du matériau que vous devez atteindre.
Coût et complexité de l'équipement
Les systèmes CIP sont les plus simples et les moins chers. Les systèmes HIP sont beaucoup plus complexes et coûteux en raison de la nécessité de gérer en toute sécurité des pressions et des températures extrêmes, nécessitant souvent des fours spécialisés et une manipulation de gaz inertes. Le WIP se situe entre les deux.
Densité finale et propriétés du matériau
Le CIP produit un compact vert avec une densité uniforme mais incomplète. Pour obtenir une résistance totale, une étape de frittage à haute température distincte est presque toujours nécessaire.
Le HIP est unique par sa capacité à produire une pièce entièrement dense en un seul processus. Cela élimine la porosité résiduelle, qui est un point de défaillance courant, conduisant à une durée de vie en fatigue, une ductilité et une résistance globales supérieures.
Débit et temps de cycle
Le CIP à sac sec est un processus très rapide et automatisé, capable d'un débit élevé pour les petits composants. Le CIP à sac humide est plus lent et plus intensif en main-d'œuvre.
Le HIP est fondamentalement un processus discontinu avec de longs temps de cycle — souvent plusieurs heures — en raison du temps nécessaire pour chauffer et refroidir le récipient. Cela le rend moins adapté à la fabrication en grand volume et à faible coût.
Sélection de la bonne méthode de pressage isostatique
Votre choix dépend entièrement de votre objectif final, de votre matériau et de votre budget.
- Si votre objectif principal est de créer un compact de poudre uniforme pour un frittage ou un usinage ultérieur : Utilisez le pressage isostatique à froid (CIP) pour son rapport coût-efficacité et sa capacité à produire une pièce verte manipulable.
- Si votre objectif principal est d'atteindre une densité maximale et des propriétés mécaniques supérieures dans les métaux, les alliages ou les céramiques avancées : Utilisez le pressage isostatique à chaud (HIP) pour éliminer toute porosité et créer un composant entièrement consolidé et de haute performance.
- Si votre objectif principal est de compacter des polymères ou d'autres matériaux qui bénéficient d'une chaleur modérée : Utilisez le pressage isostatique à chaud tempéré (WIP) comme solution spécialisée qui équilibre l'amélioration de la densité avec la sensibilité thermique.
En fin de compte, l'adaptation du processus au matériau et aux caractéristiques de performance souhaitées est la clé pour tirer parti de cette puissante technologie de fabrication.
Tableau récapitulatif :
| Méthode | Température | Caractéristiques clés | Applications courantes |
|---|---|---|---|
| Pressage Isostatique à Froid (CIP) | Température ambiante | Densité uniforme, rentable, compact vert | Métaux, céramiques pour frittage |
| Pressage Isostatique à Chaud Tempéré (WIP) | Modérée (en dessous du point de fusion) | Ductilité accrue, chaleur modérée | Polymères, plastiques |
| Pressage Isostatique à Chaud (HIP) | Haute température | Densité totale, résistance supérieure, processus unique | Alliages aérospatiaux, implants médicaux |
Prêt à améliorer l'efficacité de votre laboratoire avec la bonne presse isostatique ? KINTEK est spécialisé dans les machines de presse de laboratoire, y compris les presses de laboratoire automatiques, les presses isostatiques et les presses de laboratoire chauffées, adaptées aux besoins des laboratoires. Nos solutions offrent un compactage précis, une densité de matériau améliorée et des performances supérieures pour les métaux, les céramiques et les polymères. Contactez-nous dès aujourd'hui pour discuter de la manière dont nous pouvons soutenir vos projets avec des équipements fiables et de haute qualité !
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide Presse isostatique à chaud
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
Les gens demandent aussi
- Comment les matériaux à volume sacrificiel (SVM) maintiennent-ils les microcanaux lors du pressage isostatique ? Assurer l'intégrité structurelle
- Quelle est l'importance du contrôle de la température dans le pressage isostatique à chaud ? Débloquez la densification uniforme et la stabilité du processus
- Quel est le rôle du matériau flexible dans le pressage isostatique à chaud ? Clé pour une densité uniforme et la précision
- Quels sont les avantages de l'utilisation d'une presse isostatique à chaud (WIP) pour les batteries ? Obtenir un contact d'interface supérieur
- Quel est le processus de pressage isostatique à chaud ? Maîtriser la densité uniforme avec la technologie WIP



















