À la base, la comparaison entre le pressage isostatique à froid (CIP) et le compactage à froid dans des matrices métalliques se résume à la manière dont la pression est appliquée. Le compactage à froid conventionnel est un processus uniaxial, appliquant une force dans une seule direction, tandis que le CIP applique une pression égale dans toutes les directions, ce qui entraîne des différences significatives dans les propriétés des matériaux et les capacités géométriques.
Le choix ne porte pas sur la méthode universellement "meilleure", mais sur celle qui convient le mieux à l'objectif. Le compactage uniaxial en matrice excelle dans la production en grand volume de formes simples, tandis que le CIP est la méthode supérieure pour créer des composants complexes et très performants avec une densité uniforme.

La différence fondamentale : l'application de la pression
La manière dont la pression est introduite dans la poudre métallique détermine les propriétés finales de la pièce compactée. Ces deux méthodes représentent des approches fondamentalement différentes.
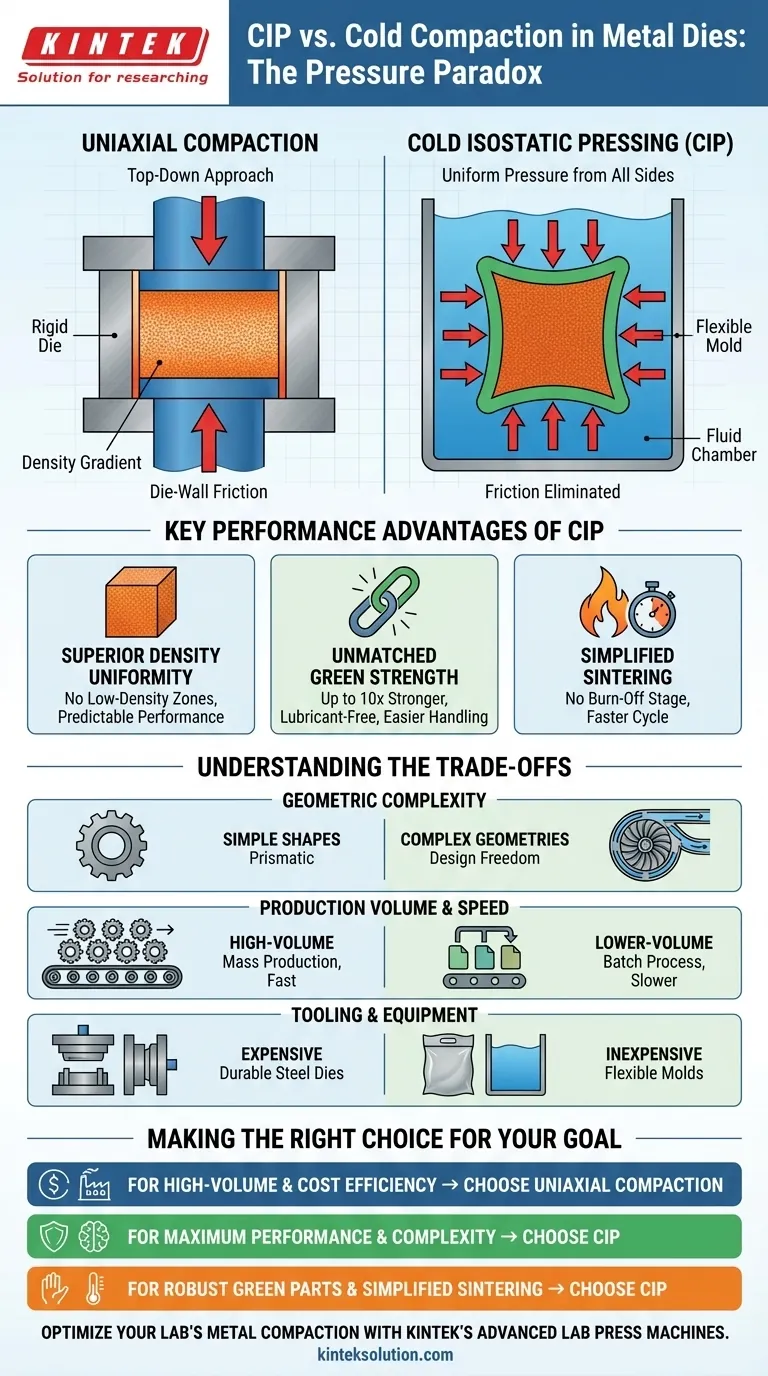
Compactage uniaxial : l'approche descendante
Le compactage à froid conventionnel utilise une matrice métallique rigide et des poinçons. La poudre est chargée dans la cavité de la matrice, et une presse hydraulique rapproche les poinçons, comprimant la poudre le long d'un seul axe vertical.
Cette force unidirectionnelle crée un défi significatif : la friction de la paroi de la matrice. Lorsque la poudre est pressée, les particules frottent contre les parois rigides de la matrice, entravant leur mouvement et créant des gradients de densité. Les zones les plus éloignées des poinçons sont souvent moins denses.
Pour atténuer cette friction, des lubrifiants sont mélangés à la poudre. Bien que nécessaires au processus, ces lubrifiants sont un liant non structurel qui doit être éliminé par combustion ultérieurement, et leur présence affaiblit intrinsèquement la pièce pré-frittée.
Pressage isostatique à froid (CIP) : Pression uniforme de tous les côtés
Le CIP adopte une approche complètement différente. La poudre est placée à l'intérieur d'un moule flexible en élastomère, qui est ensuite scellé et immergé dans une chambre de fluide à haute pression.
Le fluide est mis sous pression, exerçant une force uniforme sur le moule dans toutes les directions simultanément. C'est analogue à la pression que vous ressentiriez au fond de l'eau.
Parce que la pression est isostatique (égale de tous les côtés) et transmise à travers un moule flexible, la friction de la paroi de la matrice est complètement éliminée. C'est l'avantage mécanique clé du processus CIP.
Principaux avantages de performance du CIP
L'élimination de la friction des parois de la matrice et l'absence de lubrifiants requis confèrent aux pièces produites par CIP plusieurs avantages de performance distincts par rapport à leurs homologues pressées uniaxialement.
Uniformité de densité supérieure
En éliminant la friction comme variable, le CIP produit des pièces avec une distribution de densité exceptionnellement uniforme. Il n'y a pas de zones de faible densité, ce qui est essentiel pour les composants qui seront soumis à des contraintes mécaniques ou thermiques élevées.
Cette uniformité garantit des performances prévisibles et un retrait constant pendant l'étape finale de frittage.
Résistance à vert inégalée
La "résistance à vert" fait référence à la résistance mécanique de la pièce après le compactage mais avant son frittage. Parce que le CIP ne nécessite pas l'ajout de lubrifiants à la poudre, la pièce est composée uniquement de particules métalliques imbriquées mécaniquement.
Il en résulte une pièce à vert qui peut être jusqu'à dix fois plus résistante qu'une pièce pressée uniaxialement contenant des lubrifiants. Cette résistance à vert élevée rend les composants beaucoup plus faciles à manipuler et à usiner avant le frittage final.
Frittage simplifié
Les pièces pressées uniaxialement nécessitent une étape de combustion des lubrifiants lente et soigneusement contrôlée au début du cycle de frittage. Cela ajoute du temps, des coûts énergétiques et de la complexité au processus de fabrication.
Les pièces CIP, étant sans lubrifiant, peuvent passer directement à la partie à haute température du cycle de frittage, rationalisant la production.
Comprendre les compromis : forme, vitesse et échelle
Bien que le CIP offre des avantages de performance évidents, le compactage uniaxial reste un processus industriel dominant pour de bonnes raisons. Le choix implique des compromis pratiques en termes de géométrie, de vitesse de production et d'outillage.
Complexité géométrique
L'utilisation de moules flexibles par le CIP permet la production de pièces avec des géométries très complexes, y compris des contre-dépouilles, des cavités internes complexes et des sections non uniformes qui sont impossibles à créer dans une matrice rigide.
Le compactage uniaxial est largement limité aux formes simples et prismatiques avec une section transversale constante qui peuvent être facilement éjectées d'une matrice rigide.
Volume et vitesse de production
Le pressage uniaxial est un processus rapide et hautement automatisé. Les temps de cycle peuvent être mesurés en secondes, ce qui le rend idéal pour la production de masse de millions de pièces simples comme des engrenages, des bagues et des roulements.
Le CIP est un processus par lots avec des temps de cycle significativement plus longs, souvent mesurés en minutes. Il est mieux adapté aux composants de moindre volume et de grande valeur où la performance est le principal moteur.
Outillage et équipement
L'outillage pour le pressage uniaxial (matrices et poinçons en acier trempé) est coûteux à concevoir et à fabriquer, mais il est extrêmement durable et peut produire des millions de pièces. Les presses elles-mêmes représentent également un investissement en capital majeur.
L'outillage pour le CIP (moules en élastomère) est relativement peu coûteux à créer, ce qui le rend rentable pour le prototypage et la production de petites séries de pièces.
Faire le bon choix pour votre objectif
Le choix de la méthode de compactage correcte nécessite d'aligner les capacités du processus avec votre objectif principal.
- Si votre objectif principal est la production en grand volume de formes simples : Le compactage uniaxial en matrice est la norme industrielle pour sa vitesse inégalée, son automatisation et son faible coût par pièce à grande échelle.
- Si votre objectif principal est une performance maximale des matériaux et une complexité géométrique : Le CIP est le choix évident pour sa capacité à produire des pièces avec une uniformité de densité, une résistance et une liberté de conception supérieures.
- Si votre objectif principal est des pièces pré-frittées robustes ou un cycle thermique simplifié : La résistance à vert élevée du CIP et sa composition sans lubrifiant offrent des avantages significatifs en termes de manipulation et de traitement en aval.
En fin de compte, votre décision repose sur une compréhension claire de si vous optimisez pour le volume et le coût ou pour la performance ultime et la complexité de conception.
Tableau récapitulatif :
| Caractéristique | Pressage isostatique à froid (CIP) | Compactage à froid dans des matrices métalliques |
|---|---|---|
| Application de la pression | Isostatique (égale de tous les côtés) | Uniaxial (d'une seule direction) |
| Uniformité de la densité | Élevée, distribution uniforme | Plus faible, avec des gradients dus à la friction |
| Résistance à vert | Jusqu'à 10x plus forte, sans lubrifiant | Plus faible, nécessite des lubrifiants |
| Complexité géométrique | Élevée, permet des formes complexes | Limitée aux formes simples et prismatiques |
| Vitesse de production | Plus lente, processus par lots | Plus rapide, production en grand volume |
| Coût de l'outillage | Plus faible, moules flexibles | Plus élevé, matrices en acier rigides |
| Processus de frittage | Simplifié, pas de combustion de lubrifiant | Nécessite une étape de combustion de lubrifiant |
Optimisez le processus de compactage des métaux de votre laboratoire avec les presses de laboratoire avancées de KINTEK ! Que vous ayez besoin d'une presse de laboratoire automatique, d'une presse isostatique ou d'une presse de laboratoire chauffée, nos solutions offrent une densité uniforme, une résistance à vert élevée et la capacité de gérer des géométries complexes – parfait pour les laboratoires axés sur les matériaux haute performance. Contactez-nous dès aujourd'hui pour discuter de la manière dont nos équipements peuvent améliorer votre recherche et votre efficacité de production !
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
Les gens demandent aussi
- Quelles sont les applications de recherche des CIP de laboratoire électriques ? Débloquez une densification uniforme de la poudre pour les matériaux avancés
- Quel est le principe de fonctionnement fondamental d'une Presse Isostatique à Froid de Laboratoire Électrique (CIP) ? Atteindre une uniformité supérieure dans la compaction des poudres
- Quelles sont les options de personnalisation disponibles pour les presses isostatiques à froid électriques de laboratoire ? Adaptez la pression, la taille et l'automatisation à votre laboratoire
- Quel rôle les presses isostatiques à froid de laboratoire électriques jouent-elles dans les contextes industriels ? Pont entre la R&D et la fabrication avec précision
- Qu'est-ce qu'une presse isostatique à froid de laboratoire électrique (CIP) et quelle est sa fonction principale ? Obtenir des pièces à haute densité uniforme
















