Fondamentalement, la compaction isostatique offre une liberté géométrique bien supérieure au pressage uniaxial. Ceci est dû au fait que les méthodes isostatiques appliquent une pression uniforme et multidirectionnelle sur une masse de poudre, éliminant les contraintes géométriques et les variations de densité inhérentes à la force unidirectionnelle du pressage uniaxial.
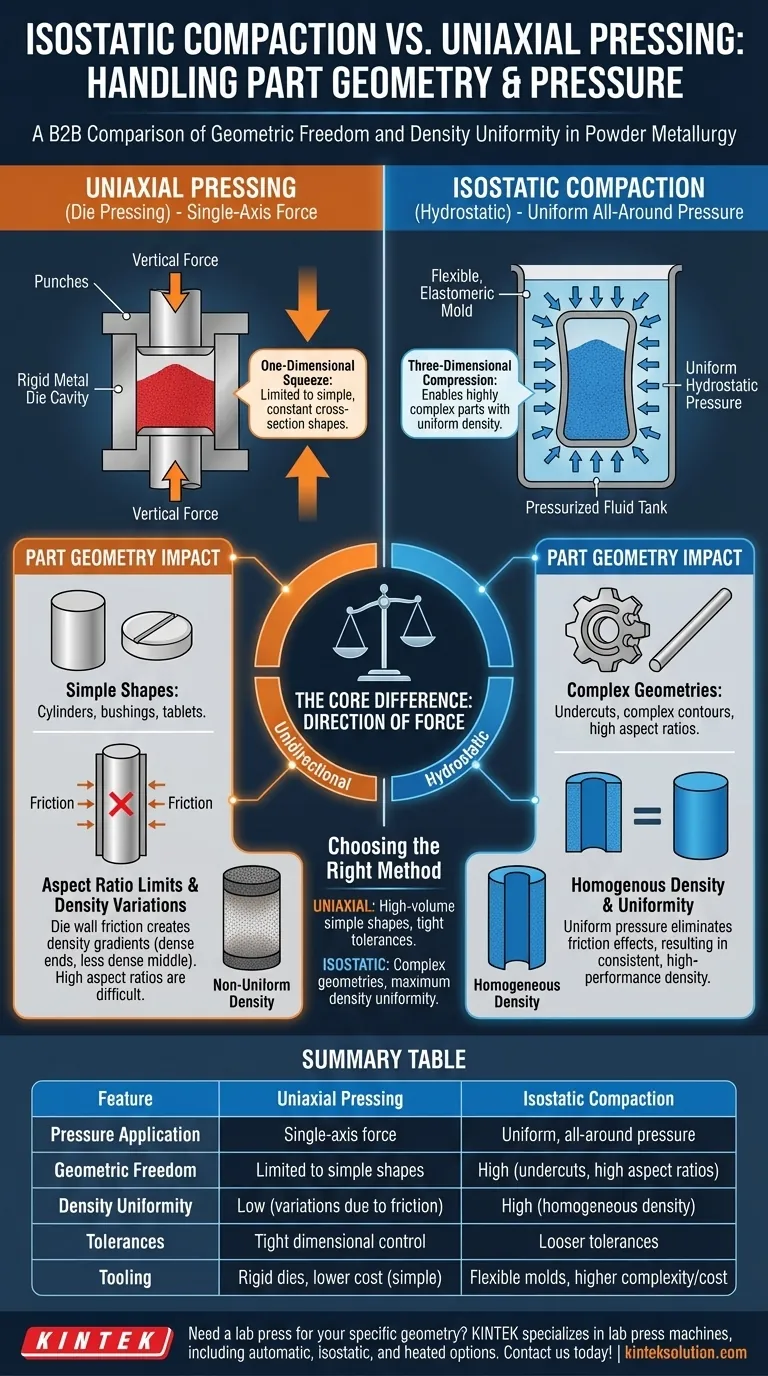
La différence fondamentale réside dans la direction de la force. Le pressage uniaxial est un serrage unidimensionnel, le limitant aux formes simples. La compaction isostatique est une compression tridimensionnelle, permettant la formation de pièces très complexes avec une densité uniforme.

La Différence Fondamentale : Force Unidirectionnelle vs Pression Hydrostatique
Pour comprendre les limitations géométriques, nous devons d'abord examiner comment chaque processus applique la force à la poudre.
Comment fonctionne le pressage uniaxial
Le pressage uniaxial, souvent appelé pressage dans une matrice (die pressing), applique une force le long d'un seul axe vertical.
Une quantité précise de poudre est placée dans une cavité de matrice rigide, et un ou plusieurs poinçons la compriment par le haut et/ou par le bas. Cette méthode est rapide et hautement répétable pour des dimensions spécifiques.
Comment fonctionne le pressage isostatique
Le pressage isostatique applique une pression uniformément de toutes les directions. La poudre est scellée dans un moule souple et élastomère.
Ce moule scellé est ensuite immergé dans un fluide qui est mis sous pression. La pression agit de manière égale sur toutes les surfaces du moule, comprimant la poudre uniformément sous tous les angles, un peu comme la pression des fonds marins.
L'Impact sur la Géométrie des Pièces
La méthode d'application de la pression dicte directement la complexité de la pièce que vous pouvez créer.
Pressage Uniaxial : Formes Simples et Limites du Rapport d'Aspect
Étant donné que la force n'est appliquée que par le haut et par le bas, le pressage uniaxial est limité aux pièces ayant une section transversale constante, comme les cylindres, les bagues ou les tablettes simples.
Il est sévèrement contraint par le rapport section transversale/hauteur. Les pièces hautes et minces sont presque impossibles à réaliser car la friction entre la poudre et les parois rigides de la matrice empêche la pression d'être transmise efficacement au centre de la pièce. Cela entraîne des variations de densité importantes.
Compaction Isostatique : Géométries Complexes et Uniformité
En appliquant une pression sous toutes les directions, la compaction isostatique élimine les limitations de la friction des parois de la matrice.
Cela permet la création de pièces avec des contours complexes, des contre-dépouilles et des rapports d'aspect élevés (par exemple, des tiges longues et minces). Étant donné que la pression est uniforme, la pièce résultante présente une densité beaucoup plus homogène, ce qui est essentiel pour les applications haute performance.
Comprendre les Compromis
Bien que le pressage isostatique offre une liberté géométrique, il ne remplace pas universellement le pressage uniaxial. Chacun a des avantages et des inconvénients distincts.
La Limitation du Pressage Uniaxial : Friction et Densité
L'ennemi principal du pressage uniaxial est la friction des parois de la matrice. Lorsque le poinçon comprime la poudre, les particules les plus proches de la paroi de la matrice subissent une friction qui résiste à leur mouvement et à leur compaction.
Ceci conduit à une pièce dense en haut et en bas (près des poinçons) mais nettement moins dense au milieu. Pour de nombreuses applications, cette non-uniformité est inacceptable.
La Limitation du Pressage Isostatique : Tolérances et Outillage
Les moules flexibles utilisés dans le pressage isostatique, bien qu'ils permettent la complexité, n'offrent pas la même précision dimensionnelle qu'une matrice en acier rigide. Les tolérances finales des pièces sont généralement plus lâches que celles obtenues avec le pressage uniaxial.
De plus, la conception et la fabrication de l'outillage flexible pour obtenir une forme finale spécifique peuvent être plus complexes et coûteuses.
Choisir la Bonne Méthode pour Votre Pièce
Le choix entre ces deux méthodes dépend entièrement des exigences de conception de votre pièce et de vos objectifs de production.
- Si votre objectif principal est la production à grand volume de formes simples avec des tolérances serrées : Le pressage uniaxial est plus rapide, plus économique et offre une meilleure répétabilité dimensionnelle.
- Si votre objectif principal est de créer des géométries complexes, des pièces à rapport d'aspect élevé, ou d'atteindre une uniformité de densité maximale : La compaction isostatique est le choix supérieur, et souvent le seul, viable.
Comprendre la physique de l'application de la pression est la clé pour sélectionner le processus qui correspond le mieux à l'intention de conception de votre pièce.
Tableau Récapitulatif :
| Caractéristique | Pressage Uniaxial | Compaction Isostatique |
|---|---|---|
| Application de la Pression | Force sur un seul axe | Pression uniforme et multidirectionnelle |
| Liberté Géométrique | Limitée aux formes simples (ex: cylindres) | Élevée (ex: contre-dépouilles, rapports d'aspect élevés) |
| Uniformité de la Densité | Faible (variations dues à la friction) | Élevée (densité homogène) |
| Tolérances | Contrôle dimensionnel serré | Tolérances plus lâches |
| Outillage | Matrices rigides, coût inférieur pour les formes simples | Moules flexibles, complexité et coût plus élevés |
Besoin d'une presse de laboratoire pour la géométrie spécifique de votre pièce ? KINTEK est spécialisée dans les machines de presse de laboratoire, y compris les presses de laboratoire automatiques, les presses isostatiques et les presses de laboratoire chauffantes, conçues pour gérer des formes complexes et assurer une densité uniforme pour vos besoins de laboratoire. Contactez-nous dès aujourd'hui pour discuter de la manière dont nos solutions peuvent optimiser votre traitement des matériaux et augmenter l'efficacité !
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide Presse isostatique à chaud
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
Les gens demandent aussi
- Quelle est l'importance du contrôle de la température dans le pressage isostatique à chaud ? Débloquez la densification uniforme et la stabilité du processus
- Quel est le mécanisme d'une presse isostatique à chaud (WIP) sur le fromage ? Maîtriser la pasteurisation à froid pour une sécurité supérieure
- Quelle est la fonction des moules élastiques dans le pressage isostatique à chaud ? Obtenir une densité uniforme dans les particules composites
- Quel est le processus de pressage isostatique à chaud ? Maîtriser la densité uniforme avec la technologie WIP
- Comment les matériaux à volume sacrificiel (SVM) maintiennent-ils les microcanaux lors du pressage isostatique ? Assurer l'intégrité structurelle



















