En bref, le pressage isostatique à froid (CIP) offre des avantages significatifs par rapport au pressage matriciel uniaxial, principalement grâce à sa capacité à appliquer une pression uniforme sous toutes les directions. Il en résulte des composants avec une densité plus constante, des propriétés matérielles supérieures et la capacité de former des formes très complexes impossibles à réaliser avec une compression monocinétique.
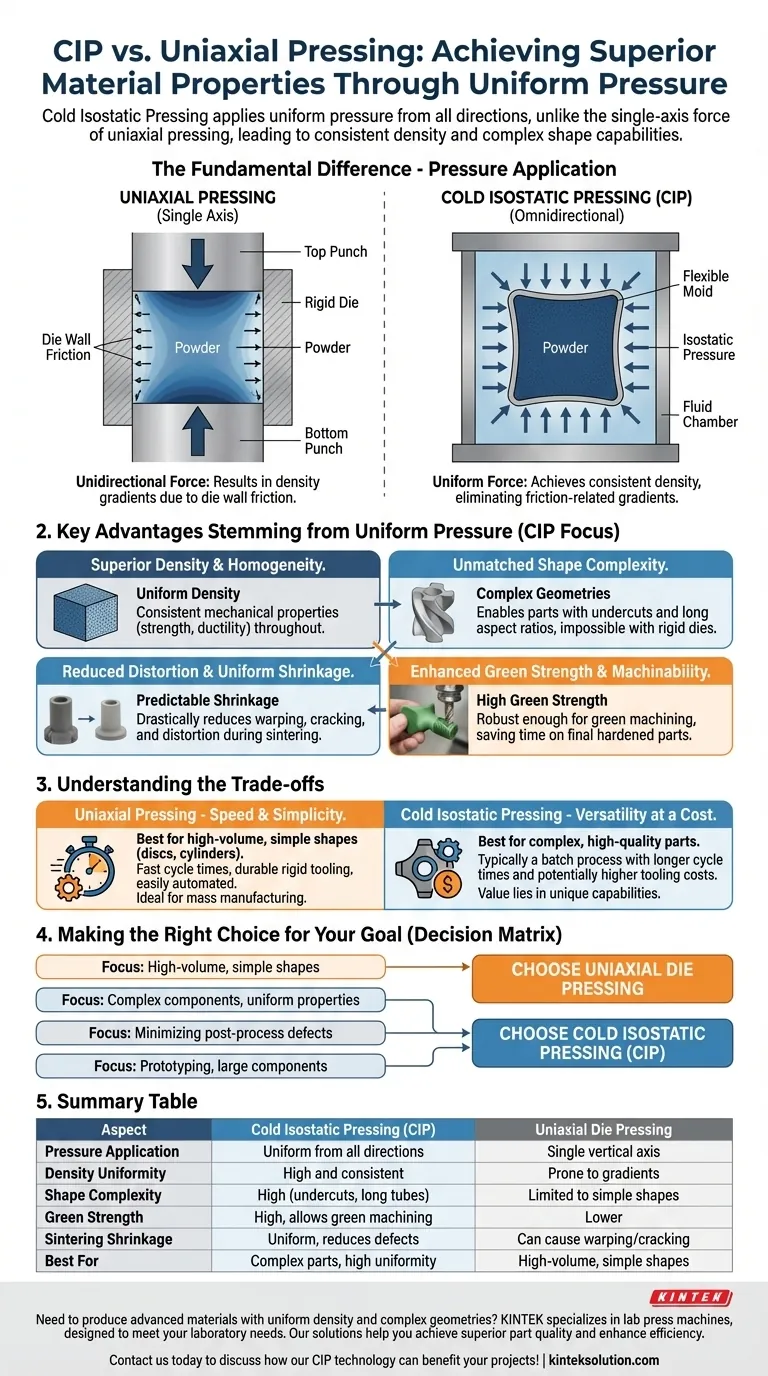
La différence fondamentale est simple : le pressage uniaxial comprime une poudre par le haut et par le bas, tandis que le CIP entoure la poudre et la comprime de manière égale de tous les côtés. Cette distinction fondamentale est la source de presque tous les avantages que le CIP offre pour la production de matériaux avancés.

La différence fondamentale : Application de la pression
Pour comprendre les avantages, il faut d'abord comprendre la distinction mécanique entre les deux processus. Ce sont des méthodes fondamentalement différentes de compactage d'une poudre.
Fonctionnement du pressage uniaxial
Le pressage uniaxial utilise une matrice métallique rigide et des poinçons pour compacter la poudre le long d'un axe vertical unique.
Imaginez remplir un cylindre de poudre puis le presser avec un piston. La force n'est appliquée que par le haut et par le bas.
Cette méthode souffre de la friction des parois de la matrice, où le frottement entre la poudre et les côtés de la matrice résiste à la compaction. Cela entraîne des variations de densité, le matériau étant moins dense plus loin des poinçons.
Fonctionnement du pressage isostatique à froid
Le pressage isostatique à froid place la poudre dans un moule souple et élastomère, qui est ensuite immergé dans un fluide à l'intérieur d'une chambre à haute pression.
La chambre est mise sous pression, ce qui amène le fluide à exercer une pression égale sous toutes les directions sur le moule souple. C'est ce qu'on appelle la pression isostatique.
Étant donné que la pression est parfaitement uniforme et qu'il n'y a pas de paroi de matrice rigide contre laquelle la poudre pourrait frotter, cette méthode élimine pratiquement les gradients de densité causés par la friction.
Avantages clés découlant de la pression uniforme
La pression uniforme du CIP se traduit directement par une série d'avantages tangibles pour le composant final, en particulier pour les applications exigeantes.
Densité et homogénéité supérieures
En appliquant la pression de tous les côtés, le CIP crée une pièce compactée, ou corps vert, avec une densité uniformément exceptionnelle.
Cette homogénéité signifie que les propriétés mécaniques — telles que la résistance et la ductilité — sont cohérentes dans l'ensemble du composant, sans les points faibles courants dans les pièces pressées uniaxiales.
Complexité de forme inégalée
Étant donné que le CIP utilise un moule souple, il peut produire des pièces avec des géométries complexes, des contre-dépouilles et de longs rapports d'aspect (par exemple, des tubes longs et minces) impossibles à réaliser avec des matrices uniaxiales rigides.
Cela ouvre des possibilités de conception pour des composants qui nécessiteraient autrement d'importantes opérations d'usinage post-traitement ou qui seraient fabriqués à partir de plusieurs pièces assemblées.
Distorsion réduite et retrait uniforme
La densité uniforme obtenue grâce au CIP garantit que la pièce se rétracte de manière prévisible et régulière pendant l'étape finale de frittage (cuisson).
Ceci réduit considérablement le risque de gauchissement, de fissuration ou de déformation qui peut survenir lorsqu'une pièce présentant des gradients de densité est chauffée. Il en résulte une plus grande précision dimensionnelle et un taux de rebut plus faible.
Résistance à l'état vert et usinabilité améliorées
Les pièces formées par CIP présentent une résistance à l'état vert plus élevée, ce qui signifie que le compact non-cuit est suffisamment robuste pour être manipulé, déplacé et même usiné avant le frittage.
Cette capacité à effectuer un « usinage à l'état vert » permet de créer des détails fins comme des filetages ou des trous sur un matériau plus tendre et plus facile à usiner, ce qui permet d'économiser beaucoup de temps et d'usure des outils par rapport à l'usinage de la pièce finale durcie.
Comprendre les compromis
Bien que le CIP offre des avantages évidents en termes de qualité des pièces et de complexité, ce n'est pas toujours le meilleur choix. Le processus approprié dépend de vos objectifs de production spécifiques.
Pressage uniaxial : Vitesse et simplicité
Pour la production à haut volume de formes simples comme des disques, des tablettes ou des cylindres de base, le pressage uniaxial est souvent plus rapide et plus économique.
Le processus est facilement automatisé, les temps de cycle sont très courts et l'outillage rigide est extrêmement durable, ce qui le rend idéal pour la fabrication de masse où l'uniformité ultime n'est pas la principale préoccupation.
Pressage isostatique à froid : Polyvalence à un coût
Le CIP est généralement un processus discontinu avec des temps de cycle plus longs que le pressage uniaxial automatisé. Les moules souples peuvent également avoir une durée de vie plus courte que les matrices en acier trempé, ce qui peut augmenter les coûts d'outillage.
La valeur du CIP réside dans sa capacité à produire des pièces qui ne peuvent pas être fabriquées autrement ou à atteindre une uniformité des propriétés qui justifie le temps et le coût de traitement potentiellement plus élevés par pièce.
Faire le bon choix pour votre objectif
La sélection de la méthode de pressage correcte nécessite d'équilibrer le besoin de complexité géométrique et de perfection matérielle avec le volume de production et le coût.
- Si votre objectif principal est la production à haut volume de formes simples : Le pressage matriciel uniaxial est presque toujours le choix le plus économique et le plus rapide.
- Si votre objectif principal est de créer des composants complexes avec des propriétés uniformes : Le CIP est la technologie supérieure, offrant une homogénéité et une liberté de conception que le pressage uniaxial ne peut égaler.
- Si votre objectif principal est de minimiser les défauts post-traitement comme la fissuration ou le gauchissement : Le CIP offre un avantage significatif en raison de sa densité uniforme et de son retrait prévisible pendant le frittage.
- Si votre objectif principal est le prototypage ou la production de grandes pièces : L'outillage souple et la capacité d'adaptation du CIP en font un excellent choix pour la R&D et la fabrication de grandes pièces.
En fin de compte, choisir le CIP est une décision stratégique pour privilégier l'intégrité du matériau et la capacité géométrique par rapport à la vitesse de production brute des méthodes plus simples.
Tableau récapitulatif :
| Aspect | Pressage isostatique à froid (CIP) | Pressage matriciel uniaxial |
|---|---|---|
| Application de la pression | Uniforme sous toutes les directions | Axe vertical unique |
| Uniformité de la densité | Élevée et constante | Sujet aux gradients |
| Complexité de la forme | Élevée (contre-dépouilles, longs tubes) | Limitée aux formes simples |
| Résistance à l'état vert | Élevée, permet l'usinage à l'état vert | Plus faible |
| Retrait au frittage | Uniforme, réduit les défauts | Peut provoquer un gauchissement/fissuration |
| Idéal pour | Pièces complexes, uniformité élevée | Haut volume, formes simples |
Vous devez produire des matériaux avancés avec une densité uniforme et des géométries complexes ? KINTEK est spécialisée dans les machines de laboratoire, y compris les presses de laboratoire automatiques, les presses isostatiques et les presses de laboratoire chauffantes, conçues pour répondre à vos besoins en laboratoire. Nos solutions vous aident à obtenir une qualité de pièce supérieure, à réduire les défauts et à améliorer l'efficacité. Contactez-nous dès aujourd'hui pour discuter de la manière dont notre technologie CIP peut profiter à vos projets !
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
Les gens demandent aussi
- Quelles sont les options de personnalisation disponibles pour les presses isostatiques à froid électriques de laboratoire ? Adaptez la pression, la taille et l'automatisation à votre laboratoire
- Quel rôle les presses isostatiques à froid de laboratoire électriques jouent-elles dans les contextes industriels ? Pont entre la R&D et la fabrication avec précision
- Comment le pressage isostatique à froid électrique (CIP) contribue-t-il à des économies de coûts ? Libérez l'efficacité et réduisez les dépenses
- Qu'est-ce qu'une presse isostatique à froid de laboratoire électrique (CIP) et quelle est sa fonction principale ? Obtenir des pièces à haute densité uniforme
- Quelles sont les applications des presses isostatiques à froid électriques de laboratoire dans les milieux de recherche ? Développement et recherche de matériaux avancés avec des presses isostatiques à froid haute pression









