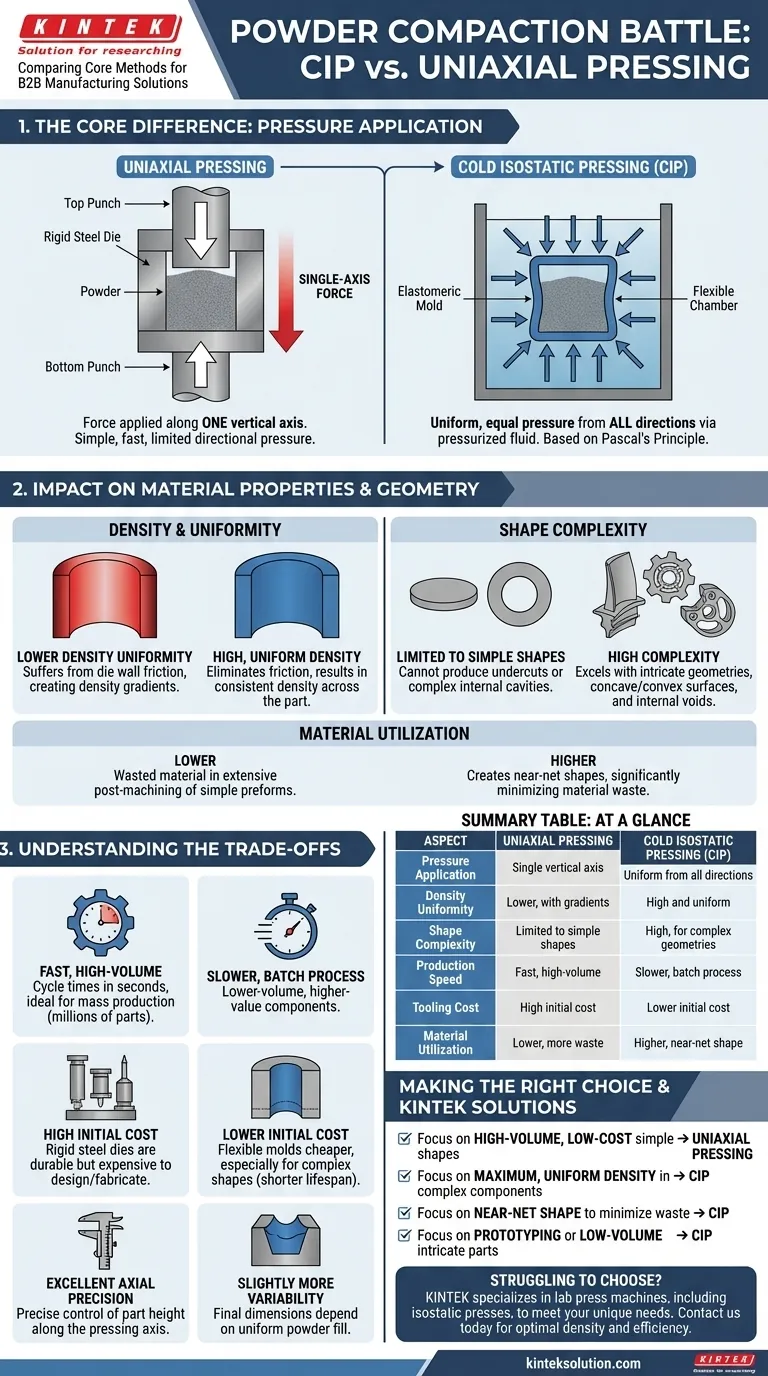
Essentiellement, la principale différence entre le pressage isostatique à froid (CIP) et le pressage uniaxial traditionnel réside dans la direction d'application de la force. Le pressage uniaxial applique la force le long d'un seul axe vertical, tandis que le CIP applique une pression uniforme et égale dans toutes les directions simultanément. Cette distinction fondamentale entraîne des différences significatives en termes de densité, d'uniformité et de complexité géométrique des pièces pouvant être produites.
Alors que le pressage uniaxial est une méthode rapide et efficace pour la production en grand volume de formes simples, le pressage isostatique à froid est le choix supérieur pour créer des composants complexes avec une densité maximale et une uniformité microstructurale.

La différence fondamentale : comment la pression est appliquée
La méthode d'application de la pression est la caractéristique déterminante qui sépare ces deux techniques de compactage de poudre. Elle influence directement chaque propriété ultérieure de la pièce finie.
Pressage uniaxial : une approche à axe unique
En pressage uniaxial, un matériau en poudre est placé dans une cavité de matrice rigide. Un poinçon supérieur descend ensuite pour comprimer la poudre contre un poinçon inférieur stationnaire, appliquant une force le long d'un axe.
Ce processus est mécaniquement simple et rapide, ce qui le rend facile à automatiser pour la production de masse. C'est la méthode dominante pour produire des pièces simples comme des comprimés, des bagues et des disques.
Pressage isostatique à froid : une approche uniforme
Dans le pressage isostatique à froid (CIP), la poudre est placée dans un moule souple et élastomère qui est ensuite scellé. Ce moule scellé est immergé dans une chambre de liquide, qui est ensuite mise sous pression.
Basée sur le principe de Pascal, cette pression est transmise de manière égale et instantanée à chaque surface du moule flexible. Le résultat est une pression uniforme dans toutes les directions, compactant la poudre en une pièce "verte" solide.
L'impact sur les propriétés et la géométrie des matériaux
La différence entre la pression à axe unique et la pression omnidirectionnelle a des conséquences profondes pour le composant final.
Densité et uniformité
Le pressage uniaxial souffre du frottement des parois de la matrice. Lorsque le poinçon supérieur comprime la poudre, le frottement entre les particules de poudre et la paroi rigide de la matrice s'oppose à la force de compactage. Cela crée des gradients de densité, où la pièce est moins dense près des parois de la matrice et au centre, loin des poinçons.
Le CIP élimine complètement le frottement des parois de la matrice car le "moule" est une membrane flexible qui se déplace avec la poudre. Il en résulte une pièce "verte" avec une densité exceptionnellement élevée et uniforme, exempte des contraintes internes causées par les gradients de densité.
Complexité de la forme
Le pressage uniaxial est limité aux formes simples et bidimensionnelles qui peuvent être facilement éjectées d'une matrice rigide. Il ne peut pas produire des pièces avec des contre-dépouilles ou des cavités internes complexes.
Parce que le CIP utilise un moule flexible, il excelle dans la production de pièces avec un degré élevé de complexité. Il peut créer des géométries complexes, des surfaces concaves ou convexes, et des vides internes, produisant souvent une forme quasi-nette qui nécessite un usinage post-pressage minimal.
Utilisation des matériaux
La capacité du CIP à créer des formes quasi-nettes améliore considérablement l'utilisation des matériaux. Moins de matière première est gaspillée dans les opérations d'usinage secondaires par rapport aux "préformes" simples souvent réalisées par pressage uniaxial, qui peuvent nécessiter un façonnage important par la suite.
Comprendre les compromis
Aucune méthode n'est universellement supérieure ; le bon choix dépend entièrement de l'application spécifique et des objectifs de production.
Vitesse de production et volume
Le pressage uniaxial est un processus exceptionnellement rapide, avec des temps de cycle souvent mesurés en secondes. Il est très adapté aux lignes de fabrication automatisées et à grand volume produisant des millions de pièces identiques.
Le CIP est un processus par lots avec des temps de cycle significativement plus lents, impliquant le chargement, le scellement, la pressurisation et le déchargement. Il est mieux adapté aux composants de faible volume et de plus grande valeur.
Outillage et coût
Les matrices rigides en acier pour le pressage uniaxial sont coûteuses à concevoir et à fabriquer, mais elles sont extrêmement durables et peuvent durer des millions de cycles.
Les moules élastomères pour le CIP sont généralement moins chers à créer, en particulier pour les formes complexes. Cependant, ils ont une durée de vie opérationnelle beaucoup plus courte et doivent être remplacés plus fréquemment.
Précision dimensionnelle
Le pressage uniaxial offre un excellent contrôle dimensionnel le long de l'axe de pressage. La hauteur de la pièce pressée peut être contrôlée avec une grande précision.
Bien que les pièces CIP aient une uniformité de densité supérieure, leurs dimensions finales peuvent présenter une variabilité légèrement plus grande en raison de la nature du moule flexible. Les dimensions après frittage dépendent fortement de l'obtention d'un remplissage uniforme de la poudre dans le moule.
Faire le bon choix pour votre application
Le choix de la bonne méthode de compactage nécessite d'équilibrer le besoin de complexité géométrique et de propriétés des matériaux par rapport au volume de production et au coût.
- Si votre objectif principal est la production à grand volume et à faible coût de formes simples (disques, cylindres, anneaux) : Le pressage uniaxial offre une vitesse et une rentabilité inégalées.
- Si votre objectif principal est d'atteindre une densité maximale et uniforme dans des composants complexes : Le CIP est le choix idéal pour éliminer les défauts internes et les contraintes.
- Si votre objectif principal est de créer des pièces de forme quasi-nette pour minimiser le gaspillage de matériaux et le post-usinage : Le CIP offre la liberté géométrique nécessaire pour des conceptions complexes.
- Si votre objectif principal est le prototypage ou les petites séries de pièces complexes : Le coût d'outillage inférieur du CIP pour les formes complexes en fait un point de départ plus accessible.
En fin de compte, le choix du bon processus commence par une compréhension claire des exigences techniques finales de votre composant.
Tableau récapitulatif :
| Aspect | Pressage uniaxial | Pressage isostatique à froid (CIP) |
|---|---|---|
| Application de la pression | Axe vertical unique | Uniforme dans toutes les directions |
| Uniformité de la densité | Plus faible, avec des gradients | Élevée et uniforme |
| Complexité de la forme | Limitée aux formes simples | Élevée, pour des géométries complexes |
| Vitesse de production | Rapide, grand volume | Plus lente, processus par lots |
| Coût de l'outillage | Coût initial élevé | Coût initial plus faible |
| Utilisation des matériaux | Plus faible, plus de déchets | Plus élevée, forme quasi-nette |
Vous avez du mal à choisir la bonne méthode de compactage de poudre pour votre laboratoire ? KINTEK est spécialisé dans les presses de laboratoire, y compris les presses de laboratoire automatiques, les presses isostatiques et les presses de laboratoire chauffées, conçues pour répondre aux besoins uniques des laboratoires. Notre expertise garantit que vous obtenez une densité, une uniformité et une efficacité optimales dans vos processus. Contactez-nous dès aujourd'hui pour discuter de la façon dont nos solutions peuvent améliorer vos tests de matériaux et vos résultats de production !
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide Presse isostatique à chaud
Les gens demandent aussi
- Quelles sont les options de personnalisation disponibles pour les presses isostatiques à froid électriques de laboratoire ? Adaptez la pression, la taille et l'automatisation à votre laboratoire
- Quel est le principe de fonctionnement fondamental d'une Presse Isostatique à Froid de Laboratoire Électrique (CIP) ? Atteindre une uniformité supérieure dans la compaction des poudres
- Quelles sont les caractéristiques des solutions standard de laboratoire électriques CIP prêtes à l'emploi ? Obtenez un traitement immédiat et rentable
- Quelles sont les applications des presses isostatiques à froid électriques de laboratoire dans les milieux de recherche ? Développement et recherche de matériaux avancés avec des presses isostatiques à froid haute pression
- À quelles fins les capacités haute pression des presses isostatiques à froid électriques de laboratoire sont-elles utilisées ? Atteindre une densité supérieure et des pièces complexes















