
L'illusion d'une surface sans défaut
Une aube de turbine aérospatiale peut être une œuvre d'art. Polie jusqu'à un fini miroir, sa géométrie est parfaite au micron près. Elle passe toutes les inspections visuelles et dimensionnelles.
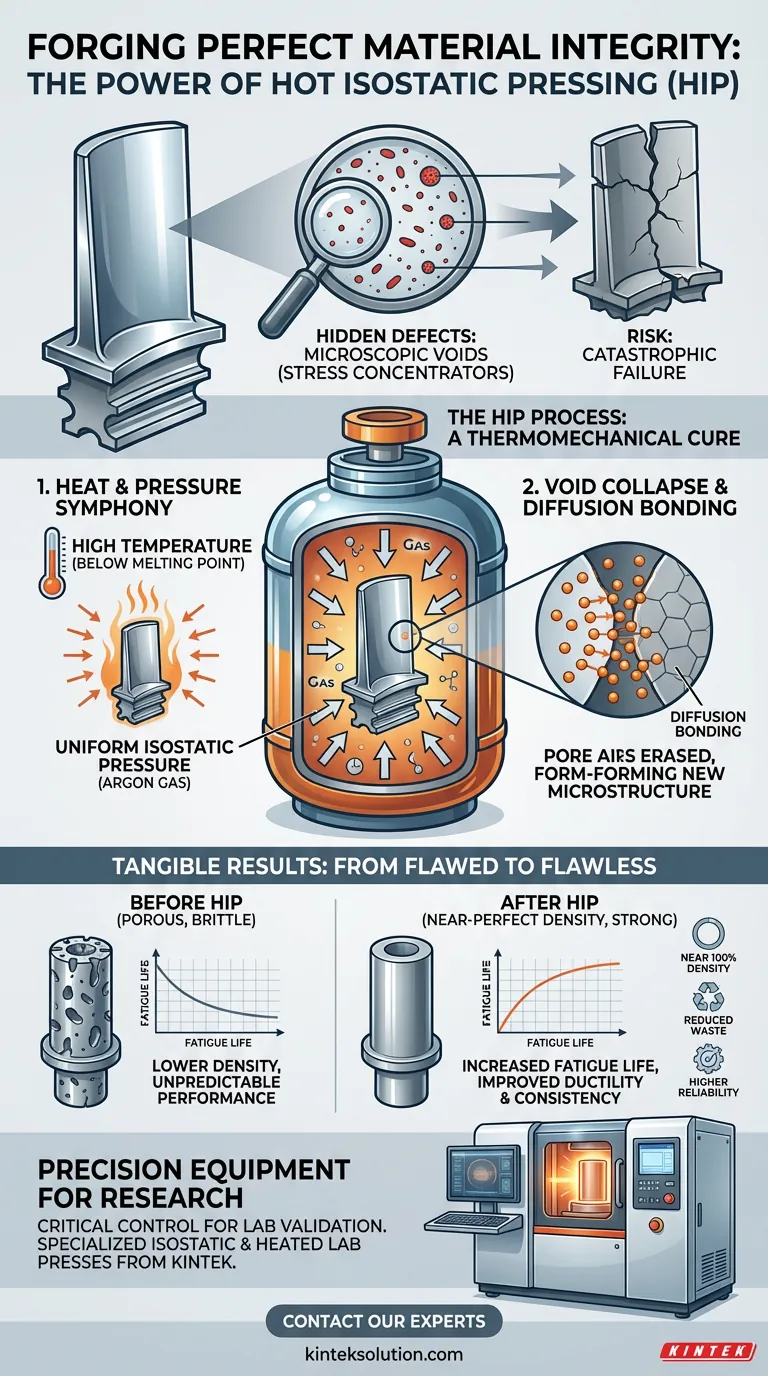
Pourtant, au cœur de sa structure métallique, un réseau caché de vides microscopiques — vestiges de sa création par coulée ou impression 3D — peut se tapir. Ces pores sont des ennemis invisibles. Sous l'immense contrainte de fonctionnement, ils deviennent les points de départ de défaillances catastrophiques.
C'est le paradoxe de l'ingénieur : nous faisons confiance à ce que nous pouvons voir, mais les plus grands risques résident souvent dans ce que nous ne pouvons pas. La quête de fiabilité ne consiste pas seulement à perfectionner la forme extérieure, mais à garantir l'intégrité de l'intérieur invisible.
Pourquoi un vide est plus qu'un simple espace vide
Au niveau microscopique, un vide est un concentrateur de contraintes. Lorsqu'une charge est appliquée à un composant, les lignes de force doivent contourner cette lacune interne. Cette déviation multiplie considérablement la contrainte aux bords du vide, un peu comme un courant de rivière qui s'accélère autour d'un rocher.
Un matériau qui devrait être résistant devient cassant. Un composant conçu pour des millions de cycles peut échouer après quelques milliers. Cette porosité interne transforme une ingénierie prévisible en un jeu de hasard.
Éliminer cette incertitude est le véritable objectif de la fabrication avancée.
Un remède thermomécanique de l'intérieur
Le pressage isostatique à chaud (HIP) n'est pas un traitement de surface. C'est un processus fondamental qui refond un composant de l'intérieur vers l'extérieur, en utilisant les lois de la physique pour le guérir au niveau atomique.
Le processus est une symphonie élégante de deux forces puissantes : une pression immense et une température élevée.
La symphonie de la chaleur et de la pression
Un composant est placé à l'intérieur d'une cuve scellée à haute pression. La cuve est ensuite remplie d'un gaz inerte, comme l'argon, et chauffée.
- La chaleur rend le matériau malléable. La température est augmentée jusqu'à un point inférieur au point de fusion du matériau, ramollissant la structure métallique et permettant à ses atomes de bouger.
- La pression referme les blessures. Simultanément, le gaz est pressurisé à des niveaux extrêmes. Cette pression est *isostatique* — elle agit uniformément de toutes les directions, comprimant le composant. La force est si grande qu'elle fait physiquement s'effondrer les vides et les pores internes.
Le dernier acte : le brasage par diffusion
Il ne suffit pas de simplement fermer un vide ; il doit être guéri de façon permanente. À ces températures élevées, les atomes des surfaces opposées d'un pore effondré sont énergisés. Ils migrent à travers la frontière, créant de nouvelles et puissantes liaisons métallurgiques.
C'est le brasage par diffusion. L'ancien vide n'est pas seulement rempli ; il est effacé de l'existence, laissant derrière lui une microstructure solide et continue.
Les résultats tangibles de la guérison interne
Le mécanisme est fascinant, mais ce sont les résultats qui comptent vraiment. Le HIP transforme un composant standard en un composant haute performance en améliorant fondamentalement sa structure de base.
La quête d'une densité quasi parfaite
En éliminant les lacunes internes, le HIP peut augmenter la densité d'une pièce jusqu'à près de 100 % de son maximum théorique. Une pièce plus dense est une pièce plus solide et plus fiable. Cette densification est directement liée à des améliorations massives des propriétés du matériau.
Réécrire les limites des matériaux
Une microstructure entièrement dense a un impact profond sur les performances mécaniques.
- Durée de vie en fatigue : Les concentrateurs de contraintes étant éliminés, un composant peut supporter un nombre de cycles de charge considérablement plus élevé avant de défaillir.
- Ductilité et ténacité : Le matériau devient plus résilient et moins sujet à la rupture fragile.
- Cohérence : Les propriétés deviennent uniformes dans toute la pièce, rendant les performances prévisibles et fiables.
L'économie de la rédemption
Pour les composants de grande valeur fabriqués à partir d'alliages coûteux, la porosité interne signifie souvent un aller simple vers la ferraille. Le HIP offre une seconde chance. Il peut récupérer des pièces qui seraient autrement perdues, améliorant considérablement les rendements de fabrication et réduisant les déchets coûteux.
De la théorie à la réalité : le rôle des équipements de précision
Maîtriser ce processus, en particulier lors du développement de matériaux ou pour valider des séries de production, nécessite plus que des connaissances théoriques. Il exige des équipements capables d'exécuter cette danse délicate de chaleur et de pression avec une précision et une répétabilité infaillibles.
C'est là que les systèmes à l'échelle du laboratoire deviennent indispensables. Ils permettent aux ingénieurs et aux scientifiques de tester les paramètres HIP, de qualifier de nouveaux matériaux et de valider les processus de fabrication avant la mise à l'échelle. Obtenir le profil thermique et la courbe de pression corrects est essentiel. Des équipements spécialisés, tels que les presses de laboratoire isostatiques et chauffées avancées de KINTEK, offrent le contrôle robuste et la fiabilité nécessaires pour transformer la promesse du HIP en une réalité pratique en laboratoire.
Comprendre les limites du HIP
Bien qu'incroyablement puissant, le HIP n'est pas une panacée. Son application nécessite de comprendre quelques limitations clés.
- Le prérequis "étanche aux gaz" : Le processus ne fonctionne que sur des défauts internes, scellés. Si un pore est connecté à la surface, le gaz haute pression remplira simplement le vide au lieu de le faire s'effondrer.
- L'équilibre thermique délicat : La température HIP doit être choisie avec soin pour permettre la diffusion sans faire fondre le matériau ni provoquer de changements indésirables dans sa structure granulaire.
- Un investissement dans la perfection : En tant que processus par lots, le HIP ajoute du temps et des coûts à la production. C'est un investissement qui se justifie mieux pour les composants critiques où la défaillance n'est pas une option.
En fin de compte, le pressage isostatique à chaud fait plus que simplement corriger les défauts. Il renforce la confiance de l'atome vers le haut, garantissant que la structure interne d'un composant est aussi solide que sa conception extérieure. C'est l'étape définitive pour transformer une pièce bien fabriquée en une pièce vraiment parfaite.
Si vous cherchez à repousser les limites des performances des matériaux dans votre laboratoire, atteindre une densité et une fiabilité plus élevées est la première étape. Contactez nos experts
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide Presse isostatique à chaud
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
Articles associés
- L'architecture de l'intimité : pourquoi les batteries à l'état solide exigent 375 MPa
- La quête de la soudure parfaite : comment le pressage isostatique à chaud forge de nouveaux matériaux
- Comment le pressage isostatique à chaud optimise les performances des matériaux pour les applications industrielles
- L'architecture des ions : pourquoi une pression précise est le partenaire silencieux de la recherche sur les batteries
- La quête de la densité parfaite : pourquoi le pressage isostatique à chaud est le héros méconnu des composants critiques



















