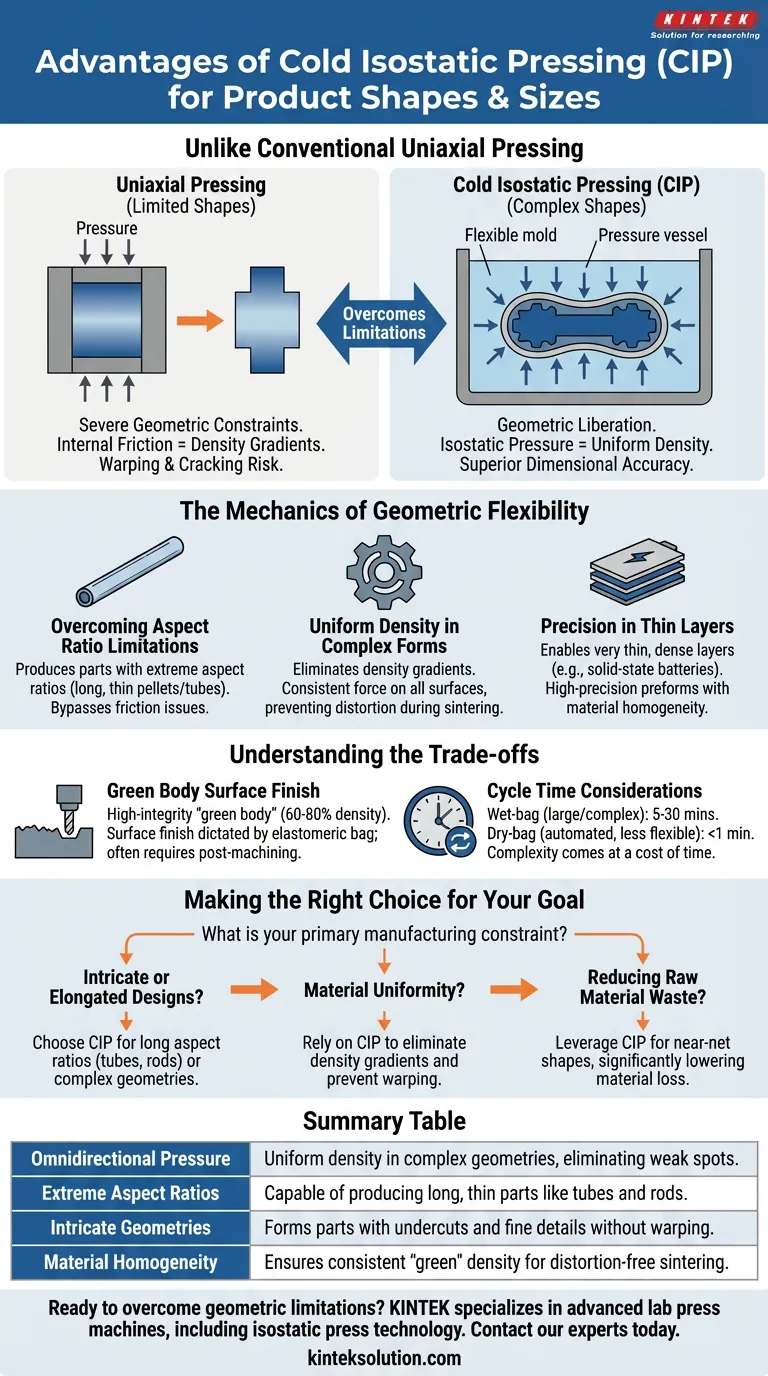
Contrairement au pressage uniaxiale conventionnel, le pressage isostatique à froid (CIP) libère les fabricants des contraintes géométriques sévères, permettant la production de formes très complexes avec une précision dimensionnelle supérieure. En appliquant une pression uniforme de toutes les directions via un milieu liquide, le CIP facilite la création de pièces avec des rapports d'aspect extrêmes — tels que des pastilles ou des tubes longs et minces — qui autrement souffriraient de gradients de densité ou de défaillances structurelles dans les processus de moulage standard.
L'idée clé Alors que le pressage standard crée des frictions internes qui limitent la complexité des formes, le CIP utilise une pression isostatique (égale) pour assurer une densité uniforme dans toute la pièce. Cela permet la consolidation réussie de géométries complexes, irrégulières ou allongées sans le gauchissement, les fissures ou la distorsion généralement observés pendant la phase de frittage ultérieure.

La mécanique de la flexibilité géométrique
Surmonter les limitations du rapport d'aspect
Les méthodes de pressage standard ont souvent du mal avec les pièces qui sont significativement plus longues que larges. La friction contre les parois de la matrice crée une densité inégale, conduisant à des points faibles.
Le CIP contourne cette limitation. Comme la pression est hydraulique et omnidirectionnelle, il peut compresser avec succès les poudres en géométries longues et minces — telles que des pastilles ou des tubes en céramique — tout en maintenant l'intégrité structurelle.
Densité uniforme dans les formes complexes
L'avantage déterminant du CIP en matière de forme est l'élimination des gradients de densité. Dans le pressage uniaxiale, la pression diminue à mesure que l'on s'enfonce dans la pièce, ce qui restreint la complexité de la conception.
Le CIP applique une force constante à chaque surface du moule simultanément. Cela garantit que même les pièces présentant des caractéristiques complexes, telles que les ferrites pour l'électronique ou les composants avec des contre-dépouilles, atteignent une densité "verte" (pré-frittée) uniforme. Cette uniformité est essentielle pour éviter la distorsion lorsque la pièce est finalement cuite ou frittée.
Précision dans les couches minces
Le contrôle offert par le CIP s'étend aux dimensions extrêmement fines. Le processus permet la création de couches très minces et denses, telles que les couches d'électrolyte solide requises dans la technologie des batteries à état solide.
Cette capacité rend le CIP idéal pour les applications nécessitant des préformes de haute précision où l'homogénéité du matériau est non négociable.
Comprendre les compromis
Bien que le CIP offre une flexibilité de forme exceptionnelle, il est essentiel de comprendre les réalités opérationnelles par rapport à d'autres méthodes.
L'état de surface du "corps vert"
Le CIP produit un "corps vert" de haute intégrité avec 60 % à 80 % de la densité théorique, mais l'état de surface est dicté par le sac élastomère utilisé comme moule.
Par conséquent, les pièces produites par CIP nécessitent souvent un usinage post-production pour atteindre les tolérances de surface finales. Bien que le CIP réduise la complexité du traitement, il produit rarement un produit fini "en forme nette" immédiatement après le pressage.
Considérations sur le temps de cycle
Atteindre ce niveau de complexité géométrique a un coût en temps. Un processus CIP "sac humide", souvent utilisé pour les formes grandes ou complexes, a un temps de cycle de 5 à 30 minutes.
Bien que les processus automatisés "sac sec" soient plus rapides (moins d'une minute), ils sont généralement moins flexibles en termes de changements de forme que la méthode du sac humide.
Faire le bon choix pour votre objectif
Pour déterminer si le CIP est la bonne solution pour votre géométrie spécifique, considérez vos contraintes de fabrication principales.
- Si votre objectif principal est la conception complexe ou allongée : Choisissez le CIP pour produire des rapports d'aspect longs (tubes, tiges) ou des géométries complexes qui se fissureraient sous la friction du pressage uniaxiale.
- Si votre objectif principal est l'uniformité du matériau : Comptez sur le CIP pour éliminer les gradients de densité, garantissant que les formes complexes ne se déforment pas ou ne se distordent pas pendant la phase de frittage.
- Si votre objectif principal est de réduire le gaspillage de matières premières : Exploitez la capacité du CIP à former des formes proches de la forme nette, ce qui réduit considérablement la perte de matériau par rapport à l'usinage de pièces à partir de blocs solides.
En dissociant la complexité de la forme de la densité du matériau, le CIP vous permet de prioriser la performance de la conception par rapport aux limitations de fabrication.
Tableau récapitulatif :
| Caractéristique | Avantage |
|---|---|
| Pression omnidirectionnelle | Densité uniforme dans les géométries complexes, éliminant les points faibles. |
| Rapports d'aspect extrêmes | Capable de produire des pièces longues et minces comme des tubes et des tiges. |
| Géométries complexes | Forme des pièces avec des contre-dépouilles et des détails fins sans gauchissement. |
| Homogénéité du matériau | Assure une densité "verte" constante pour un frittage sans distorsion. |
Prêt à surmonter les limitations géométriques du pressage standard pour vos composants de laboratoire ?
KINTEK est spécialisé dans les machines de pressage de laboratoire avancées, y compris la technologie de presse isostatique, pour vous aider à produire des formes complexes avec une densité uniforme et une précision dimensionnelle supérieure. Que vous développiez des composants de batteries à état solide, des céramiques avancées ou des pièces métalliques complexes, notre expertise garantit que vos matériaux fonctionnent comme prévu.
Contactez nos experts en pressage dès aujourd'hui pour discuter de la manière dont nos solutions CIP peuvent améliorer votre recherche et développement.
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
Les gens demandent aussi
- Quelles sont les applications de recherche des CIP de laboratoire électriques ? Débloquez une densification uniforme de la poudre pour les matériaux avancés
- Quelles sont les applications des presses isostatiques à froid électriques de laboratoire dans les milieux de recherche ? Développement et recherche de matériaux avancés avec des presses isostatiques à froid haute pression
- Qu'est-ce qu'une presse isostatique à froid de laboratoire électrique (CIP) et quelle est sa fonction principale ? Obtenir des pièces à haute densité uniforme
- Quel rôle les presses isostatiques à froid de laboratoire électriques jouent-elles dans les contextes industriels ? Pont entre la R&D et la fabrication avec précision
- Comment le pressage isostatique à froid électrique (CIP) contribue-t-il à des économies de coûts ? Libérez l'efficacité et réduisez les dépenses
















