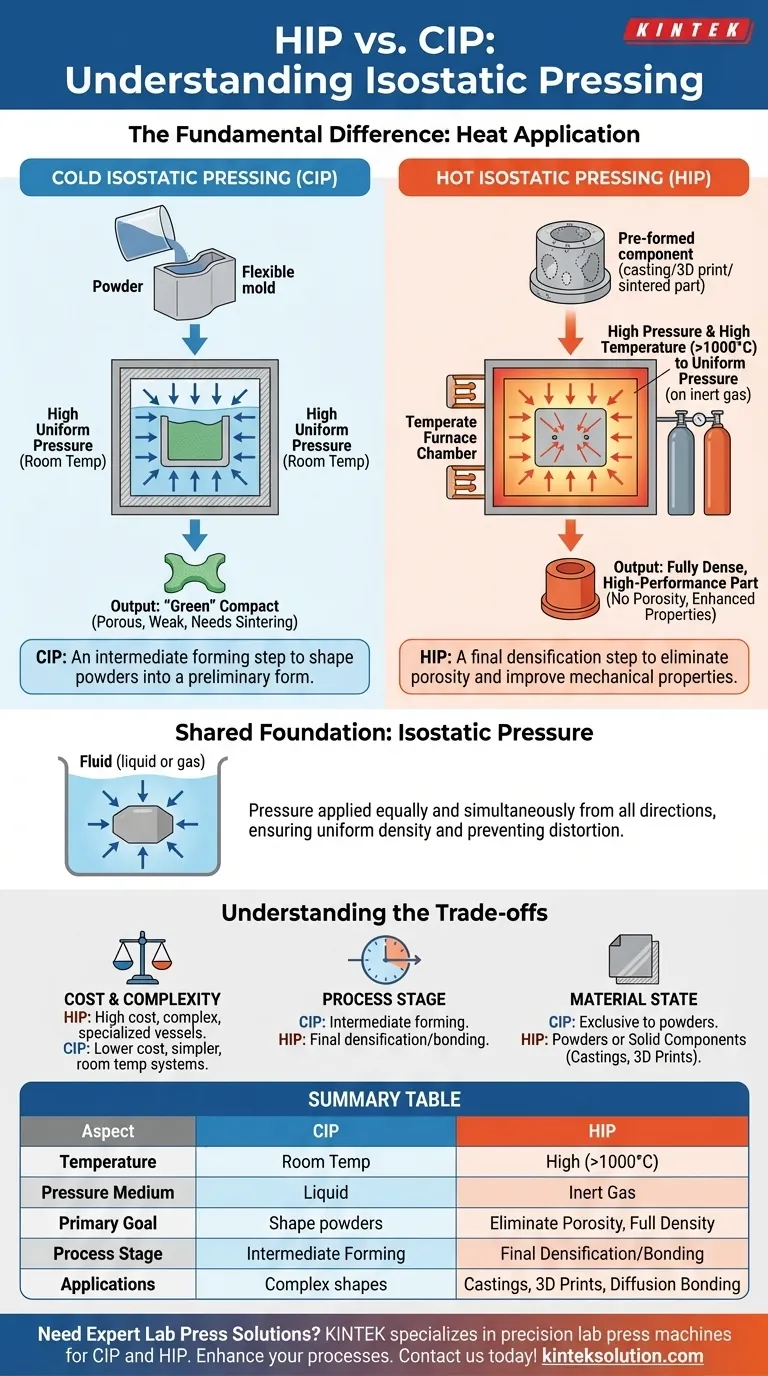
La différence fondamentale entre le pressage isostatique à chaud (HIP) et le pressage isostatique à froid (CIP) réside dans l'application de la chaleur. Le CIP utilise uniquement une pression élevée et uniforme à température ambiante pour compacter les poudres en une forme préliminaire, tandis que le HIP applique simultanément une pression élevée et une température élevée pour atteindre la pleine densité et améliorer les propriétés finales d'un composant.
Bien que les deux processus utilisent une pression uniforme pour façonner les matériaux, ils servent des objectifs entièrement différents. Le CIP est une étape de formage utilisée pour créer une pièce "verte" fragile à partir de poudre, tandis que le HIP est une étape de finition utilisée pour éliminer la porosité interne et créer un produit final entièrement dense et haute performance.
Le rôle de la pression : la base commune
Le HIP et le CIP reposent sur le principe de la pression isostatique. Cela signifie que la pression est appliquée de manière égale et simultanée sous tous les angles.
Comment fonctionne la pression isostatique
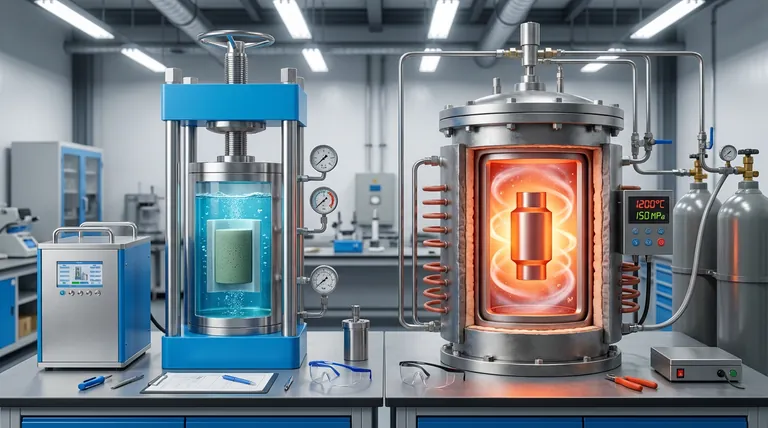
Imaginez un objet submergé profondément dans l'océan ; la pression de l'eau agit sur lui uniformément sous tous les angles. Le pressage isostatique reproduit cet effet, mais utilise un fluide contrôlé — un liquide pour le CIP, un gaz inerte comme l'argon pour le HIP — pour compacter une pièce sans distorsion.
L'objectif : une densité uniforme
Cette pression uniforme garantit que le matériau se compacte uniformément, évitant le gauchissement, la fissuration et les variations de densité courants dans les méthodes de pressage unidirectionnel. Le résultat est un composant avec des propriétés très cohérentes dans toute sa structure.
Pressage Isostatique à Froid (CIP) : Façonner la pièce « Verte »
Le CIP est fondamentalement un processus de consolidation de poudre qui se déroule à température ambiante. C'est une étape intermédiaire dans un flux de travail de fabrication plus large.
Le processus à température ambiante
Dans le CIP, une poudre est placée dans un moule ou un sac souple et étanche à l'eau, généralement fabriqué à partir d'un élastomère comme le polyuréthane ou le caoutchouc. Ce moule scellé est ensuite immergé dans une chambre à liquide haute pression, compactant la poudre en une masse solide qui reproduit la forme du moule.
Le résultat : un compact « Vert »
La pièce résultante est appelée un compact « vert ». Elle possède une intégrité structurelle suffisante pour être manipulée, mais est encore poreuse et mécaniquement faible. Elle nécessite un processus subséquent à haute température, tel que la frittage ou le HIP, pour atteindre sa résistance et sa densité finales.
Applications principales du CIP
Le CIP est excellent pour produire des formes complexes à partir de poudres céramiques ou métalliques. Sa capacité à créer une densité uniforme à l'état vert en fait une méthode privilégiée pour préparer les composants au frittage final.
Pressage Isostatique à Chaud (HIP) : Atteindre la densité et la performance finales
Le HIP est un processus de traitement thermique utilisé pour améliorer les propriétés mécaniques des matériaux. C'est souvent la dernière étape de fabrication pour les composants critiques.
Combinaison de chaleur et de pression
En appliquant à la fois une pression extrême et des températures élevées (dépassant souvent 1 000 °C), le HIP ferme les vides internes d'un matériau. La chaleur abaisse la limite d'élasticité du matériau, permettant à la pression élevée de provoquer une déformation plastique et un fluage, resserrant efficacement les pores microscopiques.
L'objectif : éliminer la porosité
Le HIP est inégalé dans sa capacité à éliminer la porosité des pièces moulées, des pièces métalliques imprimées en 3D et des composants frittés. Ce processus répare les défauts internes, ce qui donne un matériau entièrement dense avec une durée de vie en fatigue, une ductilité et une ténacité à la rupture considérablement améliorées.
Au-delà de la densité : le soudage par diffusion
Les températures et pressions élevées du HIP facilitent également le soudage par diffusion à l'état solide. Cela permet de joindre deux matériaux ou plus, différents, au niveau atomique sans les faire fondre, créant une liaison aussi solide que les matériaux constitutifs eux-mêmes.
Comprendre les compromis
Choisir entre le CIP et le HIP nécessite de comprendre leurs rôles distincts, leurs coûts et leurs capacités dans le cycle de vie de la fabrication.
Coût et complexité
Le HIP est un processus beaucoup plus coûteux et complexe que le CIP. Les cuves sous pression spécialisées capables de contenir du gaz à haute température représentent un investissement en capital majeur. Les systèmes CIP, fonctionnant à température ambiante avec des liquides, sont comparativement plus simples et moins coûteux.
Étape du processus
C'est la distinction la plus critique. Le CIP est un processus de formage intermédiaire utilisé pour créer une forme. Le HIP est un processus de densification finale ou quasi finale utilisé pour perfectionner une pièce qui a déjà été formée (par exemple, par moulage, impression 3D ou CIP et frittage).
État du matériau et application
Le CIP agit exclusivement sur les poudres. En revanche, le HIP peut être appliqué aux poudres (HIP encapsulé), mais il est plus couramment utilisé pour améliorer les composants solides qui sont déjà proches de leur forme finale mais contiennent des défauts internes.
Choisir le bon processus pour votre objectif
Votre choix est dicté par le fait que vous façonnez une pièce à partir de zéro ou que vous perfectionnez une pièce existante.
- Si votre objectif principal est de créer une forme uniforme pré-frittée à partir de poudre : Utilisez le CIP pour former un compact "vert" de haute qualité avec une densité constante.
- Si votre objectif principal est d'obtenir une densité maximale et d'éliminer les défauts internes dans une pièce finale : Utilisez le HIP pour guérir la porosité dans les pièces moulées, les impressions 3D ou les composants frittés, améliorant considérablement la performance mécanique.
- Si votre objectif principal est de souder des matériaux différents sans les faire fondre : Utilisez le HIP pour obtenir une liaison par diffusion solide et puissante pour des composants multimatières complexes.
En fin de compte, ces processus ne sont pas des concurrents, mais plutôt des outils complémentaires utilisés à différentes étapes pour obtenir un produit final supérieur.
Tableau récapitulatif :
| Aspect | Pressage Isostatique à Froid (CIP) | Pressage Isostatique à Chaud (HIP) |
|---|---|---|
| Température | Température ambiante | Haute température (ex. : >1 000 °C) |
| Milieu de Pression | Liquide | Gaz inerte (ex. : argon) |
| Objectif Principal | Façonner les poudres en compacts « verts » | Éliminer la porosité, atteindre la pleine densité |
| Étape du Processus | Formage intermédiaire | Densification finale ou soudage |
| Applications | Formes complexes à partir de poudres | Pièces moulées, impressions 3D, soudage par diffusion |
Besoin de solutions de presses de laboratoire expertes ? KINTEK se spécialise dans les machines de presses de laboratoire, y compris les presses de laboratoire automatiques, les presses isostatiques et les presses de laboratoire chauffées, conçues pour répondre aux besoins uniques de votre laboratoire. Que vous façonnniez des poudres avec le CIP ou que vous atteigniez la pleine densité avec le HIP, notre équipement garantit précision, efficacité et fiabilité. Contactez-nous dès aujourd'hui pour discuter de la manière dont nous pouvons améliorer vos processus et fournir des résultats supérieurs — contactez-nous maintenant !
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide Presse isostatique à chaud
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
Les gens demandent aussi
- Quel est le mécanisme d'une presse isostatique à chaud (WIP) sur le fromage ? Maîtriser la pasteurisation à froid pour une sécurité supérieure
- Quelle est la fonction des moules élastiques dans le pressage isostatique à chaud ? Obtenir une densité uniforme dans les particules composites
- Quelle est l'importance du contrôle de la température dans le pressage isostatique à chaud ? Débloquez la densification uniforme et la stabilité du processus
- Pourquoi les cathodes composites doivent-elles être scellées dans des sacs de lamination sous vide pour le WIP ? Assurer la stabilité et la densité de la batterie
- Quels sont les avantages de l'utilisation d'une presse isostatique à chaud (WIP) pour les batteries ? Obtenir un contact d'interface supérieur



















