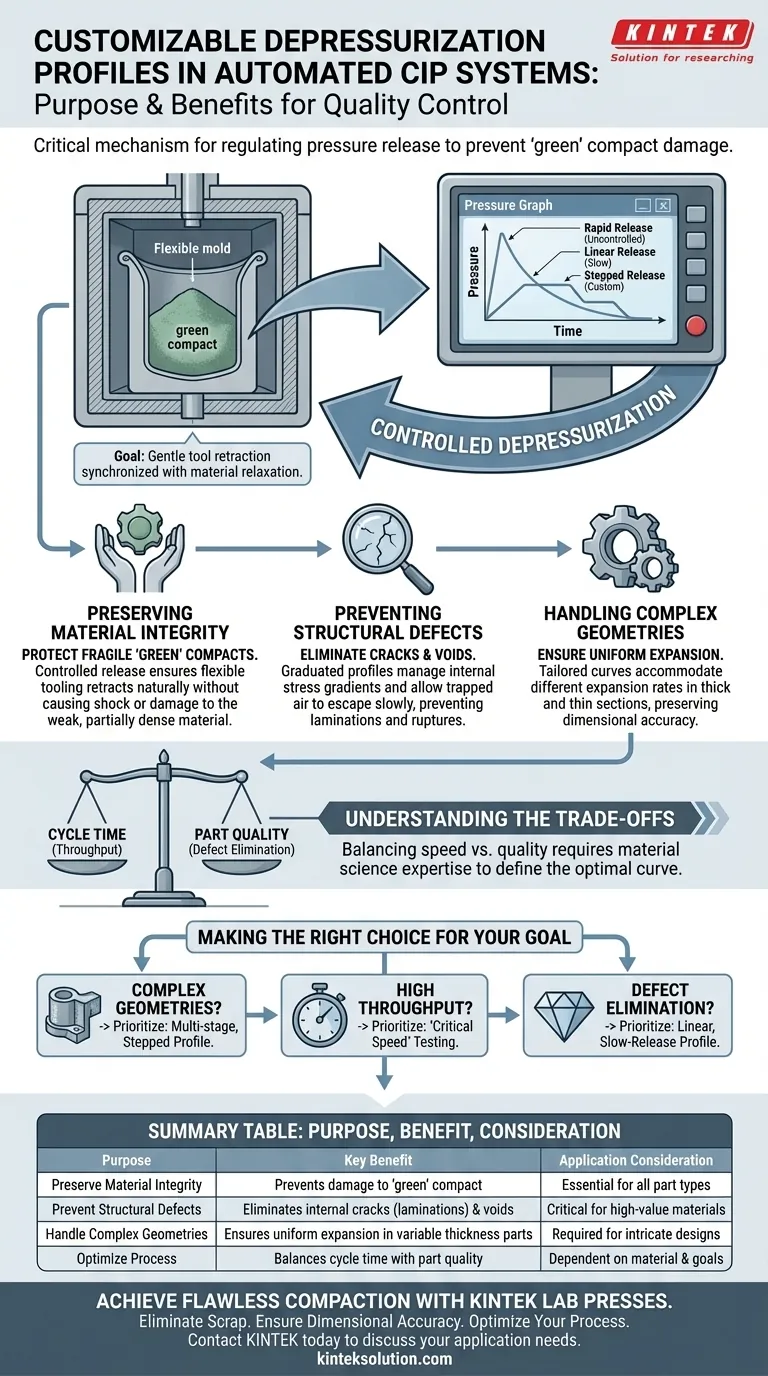
Les profils de dépressurisation personnalisables servent de mécanisme de contrôle qualité essentiel dans les systèmes de pressage isostatique à froid (CIP). Leur objectif principal est de réguler la vitesse à laquelle la pression est relâchée après le cycle de compactage, empêchant ainsi l'expansion soudaine de l'air emprisonné ou le "ressaut" du matériau qui détruit l'intégrité structurelle de la pièce nouvellement formée.
En contrôlant précisément la vitesse de relâchement de la pression, ces profils garantissent que l'outillage souple se rétracte naturellement sans endommager le "compact vert" fragile, empêchant ainsi les défauts tels que les fissures et les vides.

Préservation de l'intégrité du matériau
La phase immédiatement après le compactage à haute pression est la partie la plus délicate du processus CIP.
L'état du "compact vert"
Une fois la poudre compactée, elle se transforme en un "compact vert".
Ce matériau est partiellement dense mais manque de la résistance d'une pièce frittée. Il est très sensible aux chocs mécaniques.
Contrôle de la rétraction de l'outil
Lorsque la pression diminue, le moule souple (l'outillage) tente de retrouver sa forme d'origine.
Si la pression est relâchée trop rapidement, l'outil se retire violemment. Les profils personnalisables garantissent que l'outil se rétracte progressivement, se déplaçant en synchronisation avec la relaxation du matériau.
Prévention des défauts structurels
L'avantage le plus significatif de la dépressurisation réglable est la réduction des taux de rebut.
Élimination des fissures et des vides
Une dépressurisation rapide crée des gradients de contrainte internes.
Cela entraîne souvent des "laminations" ou des fissures internes invisibles de l'extérieur. Un profil contrôlé permet aux contraintes internes de s'égaliser en douceur.
Gestion de l'expansion de l'air
De petites quantités d'air piégées dans la structure de la poudre se dilatent lorsque la pression externe diminue.
Un profil de dépressurisation gradué permet à cet air de s'échapper ou de se dilater lentement sans rompre les liaisons entre les particules de poudre.
Gestion des géométries complexes
Une dépressurisation linéaire standard est souvent insuffisante pour les pièces aux conceptions complexes.
Sensibilité géométrique
Les pièces avec des épaisseurs de section transversale variables ou des courbes complexes réagissent différemment aux changements de pression.
Une section épaisse peut se dilater à un rythme différent d'une section mince.
Débits de libération adaptés
Les profils personnalisables permettent aux ingénieurs de programmer des courbes spécifiques, telles qu'une libération par étapes, pour tenir compte de ces différences.
Cela garantit une expansion uniforme sur toute la géométrie, préservant ainsi la précision dimensionnelle de la pièce.
Comprendre les compromis
Bien que les profils personnalisables soient essentiels à la qualité, ils introduisent des variables qui doivent être gérées.
Temps de cycle vs Qualité
Le principal compromis est le débit.
Un profil de dépressurisation extrêmement lent et prudent maximise la qualité de la pièce mais prolonge le temps de cycle total.
Complexité de l'opération
La mise en œuvre de ces profils nécessite une compréhension plus approfondie de la science des matériaux.
Les opérateurs ne peuvent pas simplement appuyer sur "démarrer" ; ils doivent définir la courbe optimale pour chaque poudre et forme spécifique afin d'éviter de perdre du temps sur des cycles inutilement lents.
Faire le bon choix pour votre objectif
Lors de la configuration de votre système CIP, votre approche de la dépressurisation doit être dictée par les exigences spécifiques de votre produit final.
- Si votre objectif principal est les géométries complexes : Privilégiez un profil de dépressurisation multi-étapes pour tenir compte de la libération de contraintes inégale dans les épaisseurs variables.
- Si votre objectif principal est un débit élevé : Effectuez des tests pour trouver la "vitesse critique", c'est-à-dire le débit le plus rapide auquel vous pouvez dépressuriser sans induire de fissures microscopiques.
- Si votre objectif principal est l'élimination des défauts : Utilisez un profil de libération lent et linéaire pour garantir que l'outillage souple se sépare en douceur du compact vert.
La valeur ultime d'un profil personnalisable est la capacité d'équilibrer la vitesse de production par rapport aux limitations physiques de votre matériau.
Tableau récapitulatif :
| Objectif | Avantage clé | Considération d'application |
|---|---|---|
| Préserver l'intégrité du matériau | Prévient les dommages au "compact vert" fragile | Essentiel pour tous les types de pièces |
| Prévenir les défauts structurels | Élimine les fissures internes (laminations) et les vides | Critique pour les matériaux de grande valeur |
| Gérer les géométries complexes | Assure une expansion uniforme dans les pièces d'épaisseur variable | Requis pour les conceptions complexes |
| Optimiser le processus | Équilibre le temps de cycle (débit) avec la qualité de la pièce | Dépend des objectifs du matériau et de la pièce |
Obtenez des résultats de compactage impeccables avec une presse de laboratoire KINTEK.
Le contrôle précis offert par les profils de dépressurisation personnalisables est une caractéristique des presses de laboratoire avancées. La gamme de presses de laboratoire automatisées de KINTEK, y compris les modèles isostatiques et chauffés, est conçue pour fournir ce niveau de contrôle critique aux chercheurs et aux spécialistes de la production.
Que vous développiez de nouveaux matériaux ou fabriquiez des composants complexes, nos presses vous aident à :
- Éliminer les rebuts : Protégez vos échantillons et matériaux précieux contre les défauts induits par le stress tels que les fissures et les laminations.
- Assurer la précision dimensionnelle : Maintenez l'intégrité des géométries complexes et obtenez des résultats cohérents et de haute qualité.
- Optimiser votre processus : Ajustez les temps de cycle sans sacrifier la qualité de vos compacts verts.
Prêt à améliorer les capacités de votre laboratoire ? Contactez KINTALK dès aujourd'hui pour discuter de la manière dont nos solutions de presse peuvent répondre à vos besoins d'application spécifiques.
Guide Visuel
Produits associés
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide Presse isostatique à chaud
Les gens demandent aussi
- Pour quels types de matériaux et d'applications les systèmes CIP automatisés sont-ils particulièrement avantageux ? Libérez la pureté et les formes complexes
- Quels sont les avantages du procédé de pressage isostatique à froid (CIP) pour le LSMO ? Atteindre une densité sans défaut
- Comment une presse isostatique à froid (CIP) facilite-t-elle la préparation de corps verts de carbure de silicium (SiC) dopé au CaO ?
- Comment une presse isostatique à froid (CIP) augmente-t-elle la densité de courant Bi-2223/Ag ? Améliorez la supraconductivité avec une pression uniforme
- Pourquoi le pressage isostatique à froid (CIP) est-il appliqué après le pressage uniaxial ? Optimiser la densité du précurseur supraconducteur

















