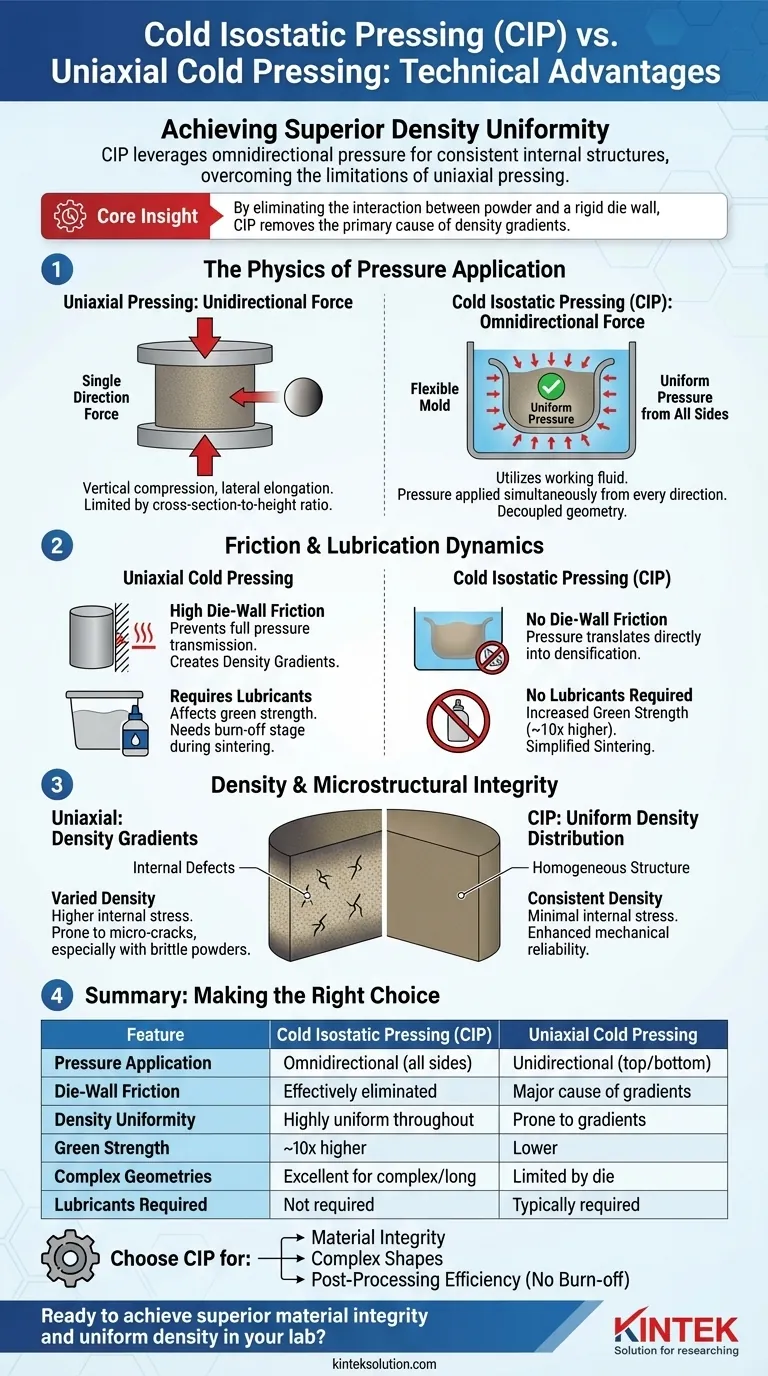
Le principal avantage technique du pressage isostatique à froid (CIP) est l'obtention d'une uniformité de densité supérieure grâce à une pression omnidirectionnelle. Contrairement au pressage uniaxial, qui applique une force dans une seule direction, le CIP utilise un fluide pour pressuriser le composant de tous les côtés. Cela élimine la friction de la paroi de la matrice, résultant en une structure interne cohérente, une résistance à vert significativement plus élevée et la capacité de densifier des géométries complexes sans gradients.
Idée clé : La limitation du pressage uniaxial n'est pas seulement la force mécanique, mais la friction. En éliminant l'interaction entre la poudre et une paroi de matrice rigide, le CIP supprime la cause principale des gradients de densité. Cela permet une intégrité matérielle plus élevée et élimine le besoin de lubrifiants chimiques, simplifiant ainsi le processus de frittage ultérieur.

La physique de l'application de la pression
Force omnidirectionnelle vs unidirectionnelle
Le pressage uniaxial repose sur des matrices rigides supérieure et inférieure pour comprimer la poudre dans une seule direction verticale. Cela conduit souvent à une compression verticale et à un allongement latéral, causant potentiellement une déformation dans les matériaux délicats comme les films polymères.
En revanche, le CIP utilise un fluide de travail (généralement de l'eau avec un inhibiteur de corrosion) dans une chambre pressurisée. Ce fluide applique une pression uniforme à l'échantillon de toutes les directions simultanément.
Découpler la géométrie de la densité
Étant donné que la pression est appliquée uniformément sur toute la surface, le rapport section transversale/hauteur n'est pas un facteur limitant dans le CIP. Le pressage uniaxial est limité par la profondeur à laquelle la matrice peut aller avant qu'une perte de pression ne se produise. Le CIP permet la compaction de formes complexes et de pièces longues qui seraient impossibles à fabriquer avec des matrices rigides.
Dynamique de la friction et de la lubrification
Éliminer la friction de la paroi de la matrice
Dans le pressage uniaxial, la friction entre la poudre et la paroi de la matrice rigide est une variable majeure. Elle empêche la pression de se transmettre entièrement au centre de la pièce, créant un "gradient de densité" où les extrémités sont denses mais le centre est poreux.
Le CIP utilise un moule flexible immergé dans un fluide. Par conséquent, la friction de la paroi de la matrice est effectivement absente. Cette absence permet à la pression appliquée de se traduire directement par une densification plutôt que de surmonter une résistance mécanique à la surface.
Supprimer le besoin de lubrifiants
Le pressage uniaxial nécessite des lubrifiants pour atténuer la friction. Le CIP ne nécessite pas ces additifs. Cela offre deux avantages techniques distincts :
- Augmentation de la résistance à vert : Les pièces compactées par CIP présentent une résistance à vert environ 10 fois supérieure à celles compactées dans des matrices métalliques avec lubrifiant.
- Frittage simplifié : Comme aucun lubrifiant n'est ajouté à la poudre, l'étape de "combustion" généralement requise pendant le frittage est éliminée, supprimant une source fréquente de défauts de traitement.
Intégrité de la densité et de la microstructure
Distribution uniforme de la densité
La différence fondamentale dans l'application de la pression se traduit par une structure interne plus homogène. Alors que les pièces uniaxiales souffrent souvent de variations de densité, le CIP fournit une densité uniforme dans tout le composant à une pression de compaction donnée.
Minimisation des défauts internes
Les gradients de densité entraînent souvent des contraintes internes. En assurant une compaction uniforme, le CIP produit des composants avec une contrainte interne plus faible. Ceci est particulièrement avantageux pour les poudres fragiles ou fines, car cela minimise la formation de micro-fissures et améliore la fiabilité mécanique de la pièce finie.
Comprendre les compromis
Complexité du processus et équipement
Bien que le CIP offre des propriétés matérielles supérieures, les références soulignent que le pressage uniaxial est une méthode "courante et simple". Le CIP introduit une complexité opérationnelle, nécessitant un vide des échantillons, la gestion des fluides de travail et l'utilisation de pompes et de chambres à haute pression.
Efficacité vs Qualité
Le pressage uniaxial est souvent plus rapide pour des formes simples comme les disques. Le CIP est un processus plus impliqué réservé aux cas où l'uniformité du matériau, la géométrie complexe ou une résistance à vert élevée sont des exigences non négociables.
Faire le bon choix pour votre objectif
Pour sélectionner la méthode correcte, évaluez vos contraintes principales :
- Si votre objectif principal est la géométrie simple et la rapidité : Le pressage uniaxial offre une solution simple pour les formes de base comme les disques d'électrodes où des gradients de densité mineurs peuvent être acceptables.
- Si votre objectif principal est l'intégrité du matériau et les formes complexes : Le pressage isostatique à froid est nécessaire pour obtenir une densité uniforme, éliminer les micro-fissures et traiter des pièces avec des rapports d'aspect élevés.
- Si votre objectif principal est l'efficacité post-traitement : Choisissez le CIP pour éliminer l'étape de combustion du lubrifiant et obtenir une résistance à vert significativement plus élevée pour une manipulation plus facile avant le frittage.
En fin de compte, le CIP est le choix supérieur lorsque la fiabilité mécanique et l'uniformité interne du composant l'emportent sur la nécessité d'un équipement simple et nécessitant peu d'entretien.
Tableau récapitulatif :
| Caractéristique | Pressage Isostatique à Froid (CIP) | Pressage Uniaxial à Froid |
|---|---|---|
| Application de la pression | Omnidirectionnelle (de tous les côtés) | Unidirectionnelle (haut et bas) |
| Friction de la paroi de la matrice | Effectivement éliminée | Cause majeure de gradients de densité |
| Uniformité de la densité | Très uniforme dans toute la pièce | Sujet aux gradients (extrémités denses, centre poreux) |
| Résistance à vert | ~10x plus élevée | Plus faible |
| Géométries complexes | Excellent pour les pièces complexes/longues | Limité par les contraintes de la matrice |
| Lubrifiants requis | Non requis | Généralement requis |
Prêt à obtenir une intégrité matérielle supérieure et une densité uniforme dans votre laboratoire ?
Si votre recherche ou votre production exige une résistance à vert élevée, des géométries complexes et une uniformité matérielle sans faille, les presses isostatiques à froid avancées de KINTEK sont la solution. Nos presses de laboratoire sont conçues pour éliminer les limitations du pressage uniaxial, fournissant la pression omnidirectionnelle nécessaire pour des composants fiables et performants.
KINTEK est spécialisé dans les machines de laboratoire (y compris les presses de laboratoire automatiques, les presses isostatiques et les presses de laboratoire chauffées), répondant aux besoins précis des laboratoires du monde entier.
Contactez-nous dès aujourd'hui pour discuter de la manière dont notre technologie CIP peut rationaliser votre processus et améliorer vos résultats.
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide Presse isostatique à chaud
Les gens demandent aussi
- Quelles sont les caractéristiques des solutions standard de laboratoire électriques CIP prêtes à l'emploi ? Obtenez un traitement immédiat et rentable
- Comment le pressage isostatique à froid électrique (CIP) contribue-t-il à des économies de coûts ? Libérez l'efficacité et réduisez les dépenses
- Quelles sont les applications des presses isostatiques à froid électriques de laboratoire dans les milieux de recherche ? Développement et recherche de matériaux avancés avec des presses isostatiques à froid haute pression
- Quel rôle les presses isostatiques à froid de laboratoire électriques jouent-elles dans les contextes industriels ? Pont entre la R&D et la fabrication avec précision
- Qu'est-ce qu'une presse isostatique à froid de laboratoire électrique (CIP) et quelle est sa fonction principale ? Obtenir des pièces à haute densité uniforme















