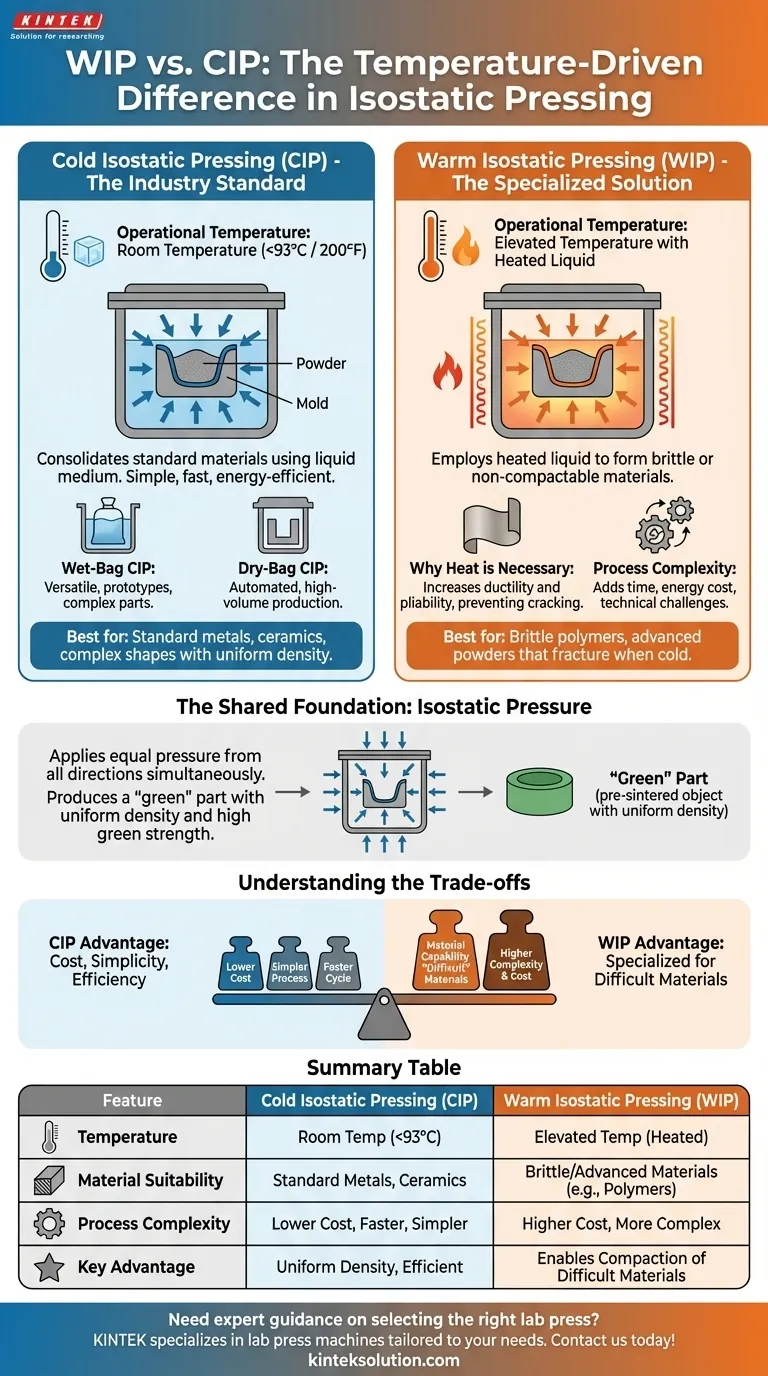
La différence fondamentale entre le pressage isostatique à chaud (PIC) et le pressage isostatique à froid (PAC) est la température de fonctionnement. Le PAC consolide les matériaux en poudre à température ambiante à l'aide d'un milieu liquide, tandis que le PIC utilise un liquide chauffé pour former des matériaux qui sont fragiles ou ne peuvent pas être efficacement compactés à froid.
Bien que les deux processus permettent d'obtenir une densité uniforme en appliquant une pression dans toutes les directions, le choix entre eux n'est pas une question de supériorité. Il est entièrement dicté par les propriétés intrinsèques du matériau et sa réponse à la pression à différentes températures.

Le fondement commun : la pression isostatique
Avant de comparer le PIC et le PAC, il est crucial de comprendre le principe qu'ils partagent : la pression isostatique. C'est le concept central qui les distingue des autres méthodes de pressage.
Comment fonctionne la pression isostatique
Contrairement au pressage uniaxial traditionnel, qui applique une force dans une seule direction, le pressage isostatique applique une pression égale dans toutes les directions simultanément.
Le processus consiste à placer un matériau en poudre dans un moule flexible scellé. Ce moule est ensuite immergé dans un fluide à l'intérieur d'un récipient sous pression. Lorsque le fluide est mis sous pression, il exerce une force uniforme sur chaque surface du moule, compactant la poudre en une masse solide et homogène.
Le résultat clé : une pièce "verte"
Le PAC et le PIC produisent ce que l'on appelle une pièce "verte". Il s'agit d'un objet pré-fritté doté d'une intégrité structurelle suffisante — ou résistance à l'état cru — pour être manipulé, usiné ou transféré à l'étape de fabrication suivante.
Cette pièce verte a une densité très uniforme, ce qui minimise la distorsion et assure un retrait prévisible pendant la phase finale de frittage, où la pièce est chauffée pour atteindre sa résistance et ses propriétés finales.
Pressage isostatique à froid (PAC) : La norme de l'industrie
Le PAC est la forme la plus courante de pressage isostatique, appréciée pour son efficacité et sa simplicité dans la consolidation d'une large gamme de matériaux en poudre.
Le processus à température ambiante
Le PAC fonctionne à ou près de la température ambiante (généralement inférieure à 93°C / 200°F). Comme il n'y a pas d'élément chauffant, le processus est relativement rapide et économe en énergie.
Il existe deux méthodes principales :
- PAC en sac humide : Le moule scellé est directement immergé dans le fluide de pressurisation. Cette méthode est très polyvalente et idéale pour les prototypes, les petites séries de production et les pièces très grandes ou complexes.
- PAC en sac sec : Le moule flexible est intégré au récipient sous pression lui-même. La poudre est chargée, pressée et éjectée dans un cycle beaucoup plus rapide et automatisé, ce qui la rend adaptée à la production en grand volume.
Quand utiliser le PAC
Le PAC est le choix par défaut pour la consolidation de poudres standard comme les métaux et les céramiques. Il excelle dans la production de formes complexes avec une densité uniforme, comme les composants pour les industries aérospatiale, médicale et automobile.
Pressage isostatique à chaud (PIC) : La solution spécialisée
Le PIC est une modification du processus de pressage isostatique conçue pour surmonter les limitations de matériaux spécifiques qui ne réagissent pas bien au compactage à froid.
L'ajout de chaleur
La caractéristique déterminante du PIC est l'utilisation d'un liquide chauffé comme milieu de pression. L'ensemble du système — récipient, fluide et moule — est porté à une température élevée spécifique et contrôlée pendant la pressurisation.
Pourquoi la chaleur est nécessaire
Certains matériaux avancés, en particulier certains polymères ou poudres fragiles, peuvent se fissurer ou ne pas se compacter correctement sous haute pression à température ambiante.
Le chauffage du matériau le rend plus ductile et malléable. Cette malléabilité supplémentaire permet aux particules de poudre de se déformer et de s'assembler sans se fracturer, ce qui donne une pièce verte solide et sans défaut qui serait impossible à créer avec le PAC.
Comprendre les compromis
Le choix entre le PAC et le PIC implique un compromis clair entre la capacité du matériau et la complexité du processus.
Coût et simplicité
Le PAC présente un net avantage en termes de coût et de simplicité. L'équipement est moins complexe, les temps de cycle sont généralement plus courts et la consommation d'énergie est plus faible car aucune phase de chauffage ou de refroidissement n'est requise.
Capacité du matériau
L'avantage du PIC est sa capacité à traiter des matériaux "difficiles". Il élargit la gamme de poudres pouvant être consolidées avec succès, ouvrant des applications pour des matériaux qui seraient autrement inadaptés à cette méthode de formage.
Complexité du processus
Le PIC introduit une complexité significative. La nécessité de chauffer et de refroidir uniformément un récipient à haute pression ajoute du temps, des coûts énergétiques et des défis techniques au cycle de fabrication. Cela en fait un processus spécialisé utilisé uniquement lorsque cela est absolument nécessaire.
Faire le bon choix pour votre matériau
Le comportement de votre matériau sous pression est le seul facteur qui détermine le processus approprié.
- Si votre objectif principal est la consolidation rentable de poudres métalliques ou céramiques standard : Le PAC est le choix éprouvé, efficace et par défaut.
- Si vous travaillez avec un polymère fragile ou une poudre avancée qui se fracture lors du compactage à froid : Le PIC est la solution nécessaire pour réussir la formation en augmentant la ductilité du matériau.
- Si votre objectif est de produire des formes grandes ou complexes avec une résistance élevée à l'état cru et une densité uniforme : Les deux processus permettent d'obtenir ce résultat, mais vous devriez toujours commencer par le PAC, à moins que les propriétés du matériau n'exigent de la chaleur.
En fin de compte, comprendre cette différence liée à la température vous permet de sélectionner la bonne voie de consolidation en fonction des propriétés fondamentales de votre matériau, et pas seulement du processus lui-même.
Tableau récapitulatif :
| Caractéristique | Pressage isostatique à froid (PAC) | Pressage isostatique à chaud (PIC) |
|---|---|---|
| Température | Température ambiante (<93°C / 200°F) | Température élevée avec liquide chauffé |
| Adéquation des matériaux | Métaux et céramiques standard | Matériaux fragiles ou avancés (par exemple, polymères) |
| Complexité du processus | Coût inférieur, plus rapide, plus simple | Coût plus élevé, plus complexe en raison du chauffage |
| Avantage clé | Densité uniforme, efficace pour les poudres courantes | Permet le compactage de matériaux difficiles |
Besoin d'un conseil d'expert pour choisir la bonne presse de laboratoire pour vos matériaux ? KINTEK est spécialisé dans les presses de laboratoire, y compris les presses de laboratoire automatiques, les presses isostatiques et les presses de laboratoire chauffées, adaptées aux besoins uniques de votre laboratoire. Nos solutions garantissent un compactage précis et uniforme pour des résultats de recherche et de production améliorés. Contactez-nous dès aujourd'hui pour discuter de la façon dont nous pouvons soutenir vos projets avec des équipements fiables et performants !
Guide Visuel
Produits associés
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide Presse isostatique à chaud
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
Les gens demandent aussi
- Comment les matériaux à volume sacrificiel (SVM) maintiennent-ils les microcanaux lors du pressage isostatique ? Assurer l'intégrité structurelle
- En quoi le pressage isostatique à chaud (WIP) diffère-t-il des méthodes de pressage traditionnelles ? Obtenez une densité uniforme pour les pièces complexes
- Quels sont les avantages de l'utilisation d'une presse isostatique à chaud (WIP) pour les batteries ? Obtenir un contact d'interface supérieur
- Quelle est la fonction de la pression hydraulique dans le pressage isostatique à chaud ? Atteindre une densité matérielle uniforme
- Quelle est la fonction des moules élastiques dans le pressage isostatique à chaud ? Obtenir une densité uniforme dans les particules composites



















