
Le défaut invisible
Imaginez un composant parfaitement formé – un implant médical, une aube de turbine en céramique – sortant d'une presse. Il semble impeccable. Mais lorsqu'il entre dans le four pour sa cuisson finale, une fissure microscopique apparaît, puis se transforme en une défaillance catastrophique.
La cause n'était pas un défaut du matériau ni une erreur dans le traitement thermique. La défaillance était scellée dès la première étape : la compaction.
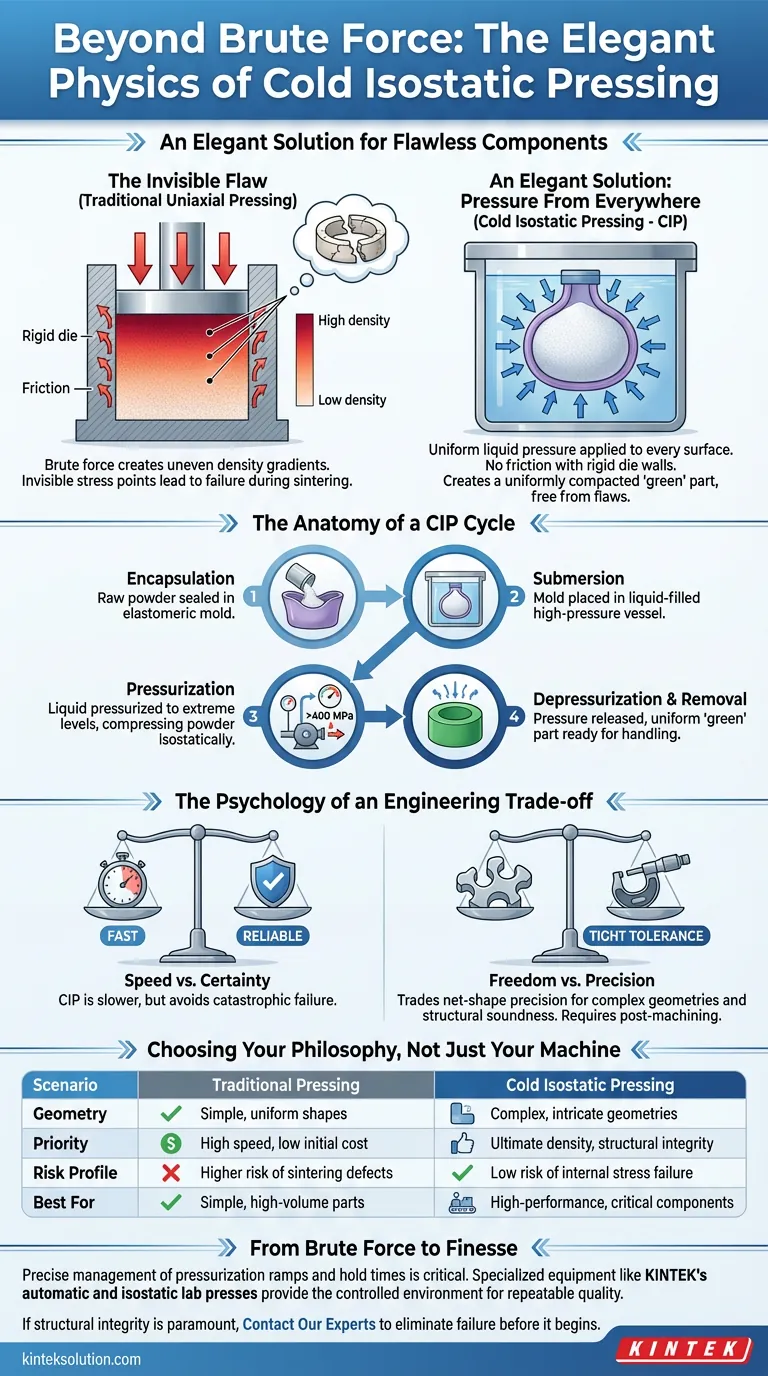
Le défi principal en métallurgie des poudres et en céramiques techniques n'est pas seulement d'appliquer une force. Il s'agit de la manière dont cette force est délivrée. Le pressage uniaxial traditionnel, qui comprime la poudre à partir d'une ou deux directions dans une matrice rigide, est un acte trompeur de force brute. Il crée des gradients de densité cachés, des zones de compaction élevée et faible, comme des strates géologiques. Ce sont des points de contrainte invisibles qui attendent de faire éclater la pièce.
La pression n'est pas juste de la pression
Le problème, c'est le frottement. Lorsqu'un piston comprime la poudre, les particules frottent contre les parois de la matrice, empêchant la pression de se distribuer uniformément. La poudre la plus proche du piston devient dense, tandis que la poudre plus éloignée reste moins comprimée.
C'est le défaut invisible. C'est un mensonge structurel qui n'est révélé que par l'immense contrainte de la cuisson.
Le pressage isostatique à froid (CIP) fonctionne selon un principe plus élégant, emprunté aux profondeurs de l'océan. Il comprend que la vraie pression est uniforme, implacable et délivrée de toutes les directions à la fois.
Une solution élégante : la pression de partout
Le CIP fonctionne en subvertissant entièrement le problème du frottement.
Au lieu d'une matrice rigide, la poudre est scellée dans un moule flexible et épousant la forme. Ce paquet est ensuite immergé dans une chambre remplie d'un milieu liquide. Lorsque la chambre est pressurisée, le liquide transmet cette pression parfaitement et uniformément sur chaque surface du moule.
Le liquide ne se soucie pas de la forme, des coins ou de la complexité. Il pousse simplement.
Le résultat est une pièce "verte" uniformément compactée. Elle est exempte des gradients de densité internes qui affligent d'autres méthodes. Elle porte une promesse d'intégrité – une promesse qu'elle survivra au four.
L'anatomie d'un cycle CIP
Le processus est une danse délibérée de physique et d'ingénierie :
- Encapsulation : La poudre brute est soigneusement scellée dans un moule élastomère (comme le polyuréthane ou le caoutchouc).
- Immersion : Le moule scellé est placé dans une cuve à haute pression remplie d'un liquide, généralement de l'eau.
- Pressurisation : Une pompe externe augmente la pression du liquide à des niveaux extrêmes, dépassant souvent 400 MPa, comprimant la poudre de manière isostatique.
- Dépressurisation : La pression est relâchée, et la pièce "verte" maintenant solide est retirée, prête à être manipulée ou usinée.
Cette pièce verte possède une résistance remarquable, mais plus important encore, elle possède une uniformité.
La psychologie d'un compromis d'ingénierie
Le CIP n'est pas une solution universelle. Il représente un choix conscient – une décision de privilégier l'intégrité ultime par rapport à la vitesse ou à la simplicité initiales. C'est un carrefour psychologique courant pour les ingénieurs.
Vitesse contre certitude
Les cycles CIP sont intrinsèquement plus lents que les presses mécaniques à haute vitesse. Sceller le moule, pressuriser la cuve et dépressuriser prend du temps.
Cependant, quel est le véritable coût de la vitesse ? Un seul composant de grande valeur défaillant peut annuler les gains de temps de cent réussis. Le CIP est un pari sur la certitude. Il minimise le risque de défaillance catastrophique lors de l'étape la plus coûteuse de la production.
Liberté contre précision
Les moules flexibles qui confèrent au CIP son pouvoir de créer des formes complexes – des pièces avec des contre-dépouilles, des canaux internes et des géométries complexes – n'offrent pas les tolérances dimensionnelles serrées d'une matrice en acier trempé.
La finition de surface est moins parfaite. Ce n'est pas un défaut, c'est un compromis compris. Les pièces fabriquées par CIP prévoient souvent un usinage comme étape de post-traitement requise avant la cuisson. Vous échangez la précision de forme nette initiale contre la liberté géométrique et la solidité interne.
Choisir sa philosophie, pas seulement sa machine
La décision d'utiliser le CIP est dictée par les exigences de la pièce finale. C'est le seul choix logique lorsque la défaillance structurelle n'est pas une option.
| Scénario | Pressage traditionnel | Pressage isostatique à froid |
|---|---|---|
| Géométrie | Formes simples et uniformes | Géométries complexes et complexes |
| Priorité | Haute vitesse, faible coût initial | Densité ultime, intégrité structurelle |
| Profil de risque | Risque plus élevé de défauts de cuisson | Faible risque de défaillance par contrainte interne |
| Idéal pour | Pièces simples, à haut volume | Composants critiques et haute performance |
De la force brute à la finesse
La mise en œuvre de cette philosophie nécessite plus qu'une simple cuve sous pression ; elle exige du contrôle. La capacité à gérer précisément les rampes de pressurisation et les temps de maintien est ce qui transforme un processus théorique en une réalité industrielle reproductible.
Ce niveau de contrôle de processus est là où la machine elle-même devient critique. Pour les laboratoires et les équipes de R&D pionnières de nouveaux matériaux ou de composants complexes, une presse simple ne suffit pas. L'objectif est la répétabilité, c'est pourquoi des équipements spécialisés comme les presses de laboratoire automatiques et isostatiques de KINTEK sont essentiels. Ils fournissent l'environnement contrôlé et fiable nécessaire pour perfectionner les matériaux et les composants de l'avenir.
En fin de compte, le pressage isostatique à froid est plus qu'une technique de fabrication. C'est une philosophie de construction de la qualité de l'intérieur vers l'extérieur, conquérant les défauts invisibles qui condamnent les pièces inférieures à la ferraille. Pour transformer cette philosophie en réalité, il faut les bons outils.
Si vous développez des composants où l'intégrité structurelle est primordiale, Contactez nos experts pour découvrir comment la bonne technologie de pressage peut éliminer la défaillance avant qu'elle ne commence.
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
Articles associés
- La géométrie du contact : pourquoi la barrière des 400 MPa définit l'avenir des batteries à l'état solide
- Façonnage vs. Perfectionnement : La Distinction Stratégique Entre le Pressage Isostatique à Froid et à Chaud
- L'impératif isotrope : pourquoi une pression uniforme définit la durée de vie d'un supraconducteur
- L'architecture de l'intimité : pourquoi les batteries à l'état solide exigent 375 MPa
- L'architecture de l'uniformité : pourquoi la pression omnidirectionnelle définit le destin de la céramique
















