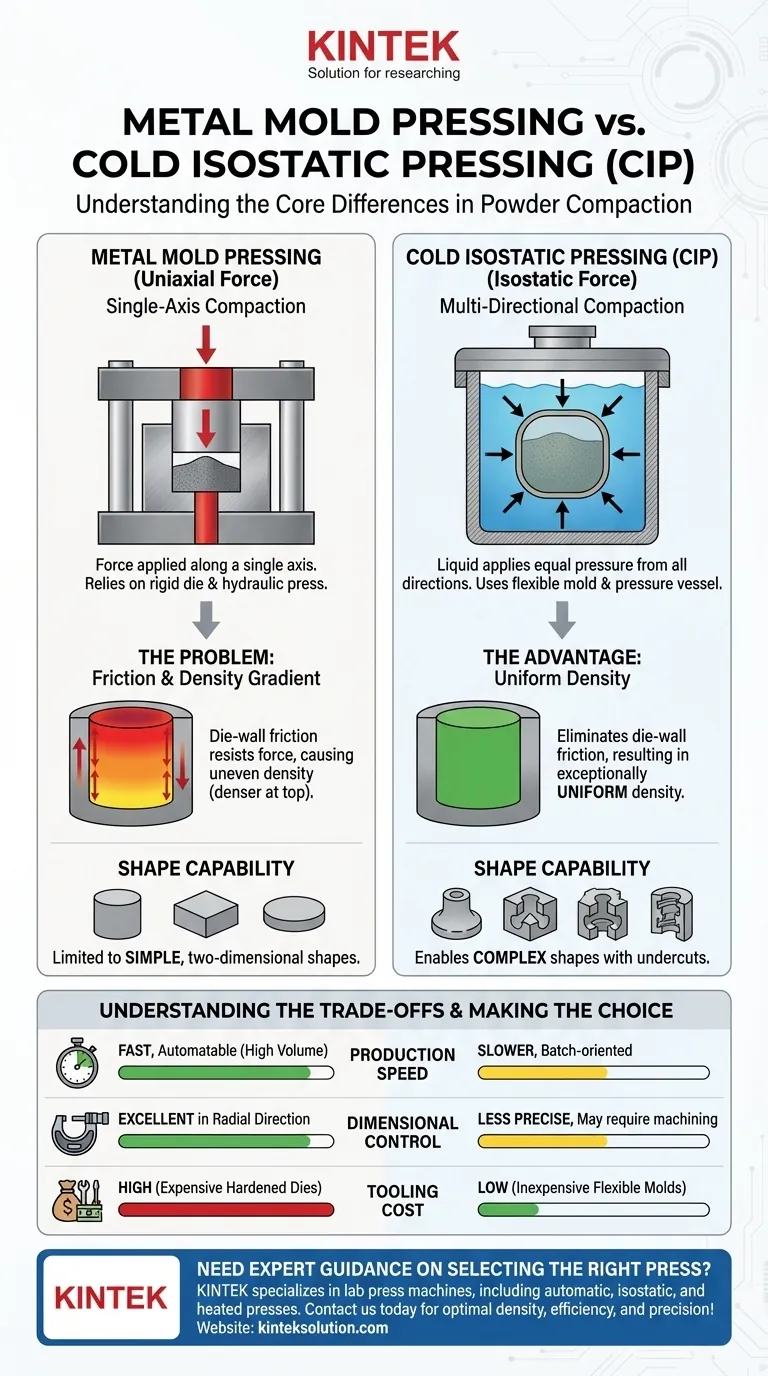
À la base, le pressage en moule métallique et le pressage isostatique à froid (CIP) sont tous deux des méthodes de compactage de poudre, mais ils fonctionnent selon des principes fondamentalement différents. Le pressage en moule métallique, également connu sous le nom de pressage uniaxial, applique une force le long d'un seul axe à l'aide d'une matrice rigide. En revanche, le CIP utilise un liquide pour appliquer une pression égale dans toutes les directions simultanément, un processus connu sous le nom de pression isostatique. Cette distinction dans l'application de la force est le principal moteur de leurs résultats distincts en termes de densité, d'homogénéité et de capacité géométrique.
Le choix entre le pressage en moule métallique et le CIP est une décision stratégique dictée par l'uniformité de densité, la complexité géométrique et l'échelle de production requises par votre projet. Le pressage uniaxial offre rapidité et précision dimensionnelle pour les formes simples, tandis que le CIP offre une uniformité de densité inégalée pour les composants complexes.

La mécanique fondamentale du compactage
Pour choisir la bonne méthode, vous devez d'abord comprendre comment la force est transmise dans chaque processus. La mécanique influence directement la qualité et les caractéristiques de la pièce "verte" finale (le compact pré-fritté).
Pressage en moule métallique : Force uniaxiale
Le pressage en moule métallique fonctionne un peu comme un piston dans un cylindre. La poudre est placée dans une cavité de matrice rigide, et un ou plusieurs poinçons la compriment le long d'un seul axe vertical.
Cette méthode repose sur une presse hydraulique et un moule métallique (ou matrice) usiné avec précision et durable. La forme de la pièce finale est directement définie par la forme de la cavité de la matrice.
Pressage isostatique à froid (CIP) : Force isostatique
Le CIP fonctionne en submergeant un moule flexible rempli de poudre dans une chambre à liquide haute pression. La pression est ensuite appliquée au liquide, qui transmet la force de manière égale et simultanée à toutes les surfaces du moule.
Ce processus élimine la force directionnelle. Pensez-y comme à un objet submergé profondément dans l'océan ; la pression est la même partout sur sa surface. Il utilise un moule élastomère et une cuve haute pression.
Différenciateurs clés : Densité et géométrie
Les différentes manières dont la pression est appliquée créent des distinctions critiques dans le produit final. Les plus importantes d'entre elles sont les gradients de densité et la capacité à former des formes complexes.
Le problème du frottement dans les moules métalliques
Lors du pressage uniaxial, lorsque le poinçon comprime la poudre, une quantité importante de friction paroi-matrice est générée. Les particules de poudre frottent contre les parois rigides du moule.
Ce frottement résiste à la transmission descendante de la force. En conséquence, la poudre en haut du compact (le plus proche du poinçon) est beaucoup plus dense que la poudre en bas. Ce gradient de densité est un inconvénient majeur de la méthode.
L'avantage du CIP : Densité uniforme
Le CIP élimine intrinsèquement le frottement paroi-matrice. Parce que la pression est transmise par un liquide et que le "moule" est un élastomère flexible, il n'y a pas de mouvement relatif entre la poudre et une paroi rigide.
Le résultat est un composant avec une densité exceptionnellement uniforme sur tout son volume. Cette homogénéité est critique pour les applications nécessitant des propriétés matérielles prévisibles et cohérentes après le frittage.
Complexité de la forme
L'outillage dicte les possibilités géométriques. Le pressage en moule métallique est limité aux formes simples, bidimensionnelles (comme les cylindres, les disques ou les blocs) qui peuvent être facilement éjectées d'une matrice rigide. Les contre-dépouilles ou les courbes complexes ne sont pas réalisables.
L'utilisation de moules flexibles par le CIP permet la création de formes très complexes et complexes, y compris des pièces avec des contre-dépouilles ou des cavités internes. Le moule est simplement retiré de la pièce compactée après le pressage.
Comprendre les compromis
Aucune méthode n'est universellement supérieure ; elles représentent un compromis classique en ingénierie entre vitesse, qualité et complexité.
Vitesse vs Uniformité
Le pressage en moule métallique est un processus extrêmement rapide et hautement automatisable. C'est la norme pour la production en grand volume de pièces simples où de légères variations de densité sont acceptables.
Le CIP est un processus plus lent, par lots. Le temps nécessaire pour charger, pressuriser, dépressuriser et décharger la cuve le rend moins adapté à la production de masse, mais il offre une qualité de pièce inégalée.
Contrôle dimensionnel vs Flexibilité
La matrice rigide utilisée dans le pressage uniaxial offre un excellent contrôle dimensionnel dans la direction radiale. Le diamètre de la pièce finale sera très précis et reproductible.
Le CIP offre un contrôle dimensionnel moins précis. Le moule flexible peut se déformer de manière légèrement imprévisible, nécessitant souvent une étape d'usinage finale si des tolérances serrées sont requises.
Investissement en outillage
L'outillage pour le pressage en moule métallique, en particulier pour les matériaux abrasifs, implique des matrices coûteuses en acier trempé ou en carbure qui doivent être parfaitement usinées.
En revanche, les moules élastomères pour le CIP sont relativement peu coûteux à produire. Cela fait du CIP un choix rentable pour le prototypage et les petites séries de production, même si la cuve haute pression elle-même représente un investissement en capital majeur.
Faire le bon choix pour votre objectif
Votre décision doit être guidée par les exigences non négociables de votre composant final.
- Si votre objectif principal est la production en grand volume de formes simples comme des comprimés ou des bagues : Le pressage en moule métallique est le choix supérieur en raison de sa vitesse, de sa répétabilité et de ses capacités d'automatisation.
- Si votre objectif principal est de créer une pièce complexe avec la plus haute uniformité de densité possible : Le pressage isostatique à froid (CIP) est la seule méthode qui peut éliminer de manière fiable les gradients de densité.
- Si votre objectif principal est le prototypage ou la production en petite série de différentes formes : Le CIP est souvent plus économique, car ses moules flexibles sont beaucoup moins chers à créer et à itérer que les matrices en acier rigide.
Comprendre ces principes fondamentaux vous permet de sélectionner la méthode de compactage qui correspond parfaitement à votre matériau, à votre conception et à vos objectifs de production.
Tableau récapitulatif :
| Aspect | Pressage en moule métallique | Pressage isostatique à froid (CIP) |
|---|---|---|
| Application de la force | Uniaxiale (axe unique) | Isostatique (toutes directions) |
| Uniformité de la densité | Faible (gradients dus au frottement) | Élevée (uniforme partout) |
| Complexité de la forme | Formes simples (ex. cylindres) | Formes complexes (ex. contre-dépouilles) |
| Vitesse de production | Rapide et automatisable | Lent et par lots |
| Contrôle dimensionnel | Élevé dans la direction radiale | Moins élevé, peut nécessiter un usinage |
| Coût de l'outillage | Élevé (matrices en acier trempé) | Faible (moules élastomères) |
Besoin de conseils d'experts pour choisir la bonne presse pour votre laboratoire ? KINTEK est spécialisé dans les machines de presse de laboratoire, y compris les presses de laboratoire automatiques, les presses isostatiques et les presses de laboratoire chauffantes, adaptées à vos besoins spécifiques. Que vous travailliez avec des formes simples ou complexes, nos solutions garantissent une densité, une efficacité et une précision optimales. Contactez-nous dès aujourd'hui pour discuter de la manière dont nous pouvons améliorer vos processus de compactage et obtenir des résultats supérieurs !
Guide Visuel
Produits associés
- Moule de presse anti-fissuration de laboratoire
- Moule de presse de laboratoire en carbure pour la préparation d'échantillons de laboratoire
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
- Lab Polygon Press Mold
- Moule de presse rond bidirectionnel de laboratoire
Les gens demandent aussi
- Comment la géométrie des moules de laboratoire influence-t-elle les composites à base de mycélium ? Optimiser la densité et la résistance
- Quelle est la fonction d'un outil de pressage dans les panneaux thermoplastiques ? Maîtriser la mise en forme de précision et le collage par fusion
- Pourquoi une gestion précise du refroidissement du moule de la presse de laboratoire est-elle nécessaire ? Protéger l'intégrité du noyau dans le thermoformage
- Comment la conception et la précision géométrique des moules et des mandrins de pressage affectent-elles la qualité des échantillons composites de PTFE ?
- Quel est le but de l'intégration de cartouches chauffantes dans un moule de presse de laboratoire pour la compression de blocs MLCC ? Optimiser les résultats



















