Le pressage isostatique à froid (CIP) améliore fondamentalement la qualité des échantillons en utilisant le principe de Pascal pour appliquer une pression hydrostatique uniforme de toutes les directions, plutôt qu'un seul axe vertical. En remplaçant les matrices rigides par une pression de fluide, le CIP élimine les gradients de densité et les contraintes internes inhérents au pressage uniaxial conventionnel, résultant en un corps "vert" mécaniquement supérieur et structurellement uniforme.
Le point essentiel à retenir La supériorité du pressage isostatique à froid réside dans sa capacité à éliminer la "friction de paroi de matrice", la principale cause de densité inégale dans le pressage conventionnel. En appliquant la pression de manière omnidirectionnelle, le CIP garantit que chaque millimètre cube du matériau est compacté de manière égale, empêchant les fissures et les déformations qui surviennent souvent lors de la phase de frittage ultérieure.

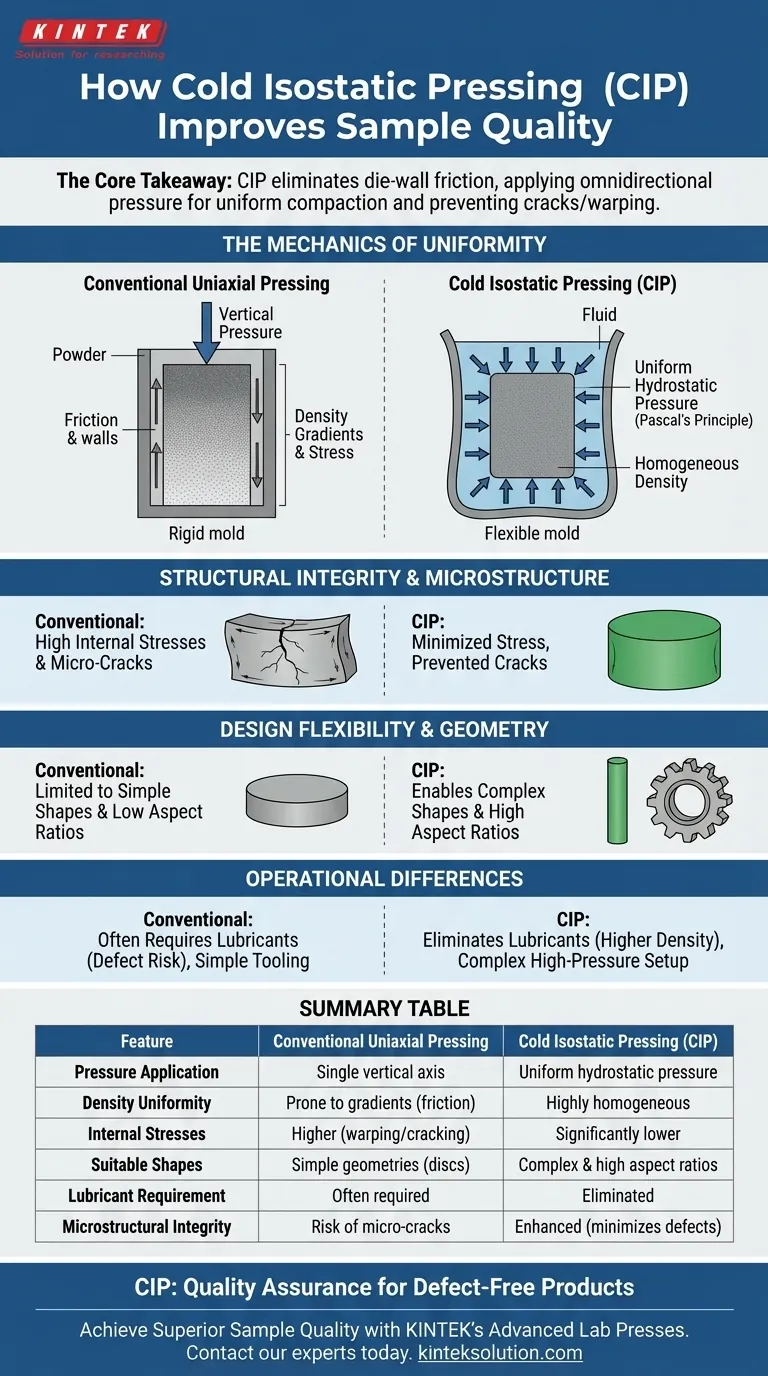
La mécanique de l'uniformité
Élimination de la friction de paroi de matrice
Dans le pressage uniaxial conventionnel, la poudre est comprimée dans un moule rigide. Lorsque la pression est appliquée, une friction se génère entre la poudre et les parois de la matrice.
Cette friction crée un effet de "bouclier", entraînant des variations de densité importantes au sein de la pièce. Le CIP utilise des moules élastomères immergés dans un fluide, éliminant complètement cette friction et les gradients qui en résultent.
Obtention d'une densité homogène
Étant donné que la pression est appliquée de manière hydrostatique (via un liquide ou un gaz), la force est identique sur toutes les surfaces de l'échantillon.
Cela permet aux particules de poudre d'atteindre une densité de tassement extrêmement élevée et constante sur tout le volume du matériau. Cette homogénéité est le facteur le plus critique pour des performances fiables.
Intégrité structurelle et microstructure
Minimisation des contraintes internes
Le pressage uniaxial emprisonne souvent des contraintes internes dans la pièce compactée en raison d'une répartition inégale des forces.
Le CIP crée un "corps vert" (la poudre compactée avant chauffage) avec des contraintes internes significativement plus faibles. Ceci est essentiel pour maintenir l'intégrité de la forme de la pièce une fois retirée du moule.
Prévention des microfissures
L'uniformité fournie par le pressage isostatique est particulièrement bénéfique pour les poudres fragiles ou fines.
En évitant les concentrations de contraintes, le CIP minimise la formation de microfissures. Ceci améliore directement la fiabilité mécanique et l'uniformité du transport ionique du composant fini.
Flexibilité de conception et géométrie
Surmonter les limites du rapport d'aspect
Le pressage uniaxial est strictement limité par le rapport entre la section transversale de la pièce et sa hauteur. Si une pièce est trop longue et mince, la pression ne peut pas la traverser efficacement.
Le CIP n'a pas cette limitation. Comme la pression vient des côtés ainsi que du haut et du bas, les pièces longues ou hautes peuvent être compactées avec la même uniformité que les pièces courtes.
Permettre des formes complexes
Le pressage uniaxial est limité aux formes simples aux dimensions fixes en raison de la nature des outillages rigides.
Le CIP utilise des moules élastomères flexibles. Cela permet le compactage de géométries et de formes complexes qui seraient impossibles à éjecter d'une matrice métallique rigide.
Comprendre les différences opérationnelles
Élimination des lubrifiants
Le pressage uniaxial nécessite souvent des lubrifiants pour atténuer la friction de paroi de matrice. Ces lubrifiants doivent être brûlés plus tard, ce qui peut causer des défauts.
Le CIP élimine le besoin de lubrifiants de paroi de matrice. Cela permet des densités de pressage plus élevées et élimine les risques associés à l'élimination des lubrifiants pendant le frittage.
Complexité de l'outillage
Le pressage uniaxial est décrit comme "simple" et est généralement utilisé pour des formes simples comme des disques d'électrodes.
Bien que le CIP offre une qualité supérieure, il utilise une configuration plus complexe impliquant des milieux fluides et des récipients à haute pression (jusqu'à 300 MPa) pour obtenir ces résultats.
Faire le bon choix pour votre objectif
Bien que le CIP offre des propriétés matérielles supérieures, le choix entre les méthodes dépend de vos exigences spécifiques en matière de géométrie et de performances.
- Si votre objectif principal est la géométrie de base et la simplicité : Le pressage uniaxial conventionnel est une méthode simple et efficace pour préparer des formes simples comme des disques où des gradients de densité mineurs sont acceptables.
- Si votre objectif principal est la haute performance et la fiabilité : Le pressage isostatique à froid est essentiel pour garantir une microstructure uniforme, une densité élevée et l'élimination des microfissures, en particulier pour les formes complexes ou les matériaux fragiles.
En fin de compte, le CIP n'est pas seulement une méthode de mise en forme ; c'est une étape d'assurance qualité qui pose les bases nécessaires à un produit final sans défaut.
Tableau récapitulatif :
| Caractéristique | Pressage Uniaxial Conventionnel | Pressage Isostatique à Froid (CIP) |
|---|---|---|
| Application de la pression | Axe vertical unique | Pression hydrostatique uniforme (omnidirectionnelle) |
| Uniformité de la densité | Sujet aux gradients dus à la friction de paroi de matrice | Hautement homogène dans tout l'échantillon |
| Contraintes internes | Plus élevées, peuvent entraîner des déformations/fissures | Significativement plus faibles |
| Formes appropriées | Géométries simples (par ex., disques) | Formes complexes et rapports d'aspect élevés |
| Exigence de lubrifiant | Souvent requis | Éliminé |
| Intégrité microstructurale | Risque de microfissures | Améliorée, minimise les défauts |
Prêt à obtenir une qualité d'échantillon supérieure avec le pressage isostatique à froid ?
Les presses de laboratoire avancées de KINTEK, y compris notre gamme de presses isostatiques à froid, sont conçues pour fournir la densité uniforme et l'intégrité structurelle que votre recherche exige.
Que vous travailliez avec des céramiques fragiles, des batteries avancées ou des géométries de matériaux complexes, notre expertise garantit des résultats fiables et performants.
Laissez-nous vous aider à construire une base plus solide pour votre prochaine percée.
Contactez nos experts en pressage dès aujourd'hui pour discuter de vos besoins spécifiques en matière d'application !
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
Les gens demandent aussi
- Qu'est-ce qu'une presse isostatique à froid de laboratoire électrique (CIP) et quelle est sa fonction principale ? Obtenir des pièces à haute densité uniforme
- Quel est le principe de fonctionnement fondamental d'une Presse Isostatique à Froid de Laboratoire Électrique (CIP) ? Atteindre une uniformité supérieure dans la compaction des poudres
- À quelles fins les capacités haute pression des presses isostatiques à froid électriques de laboratoire sont-elles utilisées ? Atteindre une densité supérieure et des pièces complexes
- Quelles sont les options de personnalisation disponibles pour les presses isostatiques à froid électriques de laboratoire ? Adaptez la pression, la taille et l'automatisation à votre laboratoire
- Quelles sont les applications de recherche des CIP de laboratoire électriques ? Débloquez une densification uniforme de la poudre pour les matériaux avancés
















