La clé pour prévenir les fissures pendant la cuisson ne réside pas dans le four, mais dans l'étape de pressage initiale. Le pressage isostatique à froid (PIC) minimise la distorsion en appliquant une pression uniforme dans toutes les directions. Cela crée une pièce avec une densité constante partout, éliminant les points de contrainte internes qui déchireraient autrement le composant pendant le retrait intense de la cuisson.
Le problème fondamental avec le pressage traditionnel est la densité inégale, qui fait que différentes parties d'un composant rétrécissent à des vitesses différentes pendant la cuisson, entraînant des contraintes, un gauchissement et des fissures. Le PIC résout ce problème en utilisant la pression d'un fluide pour compacter la poudre de matériau de manière uniforme, garantissant que la pièce rétrécit de manière prévisible et maintient son intégrité.

La cause profonde des défauts de cuisson : les gradients de pression
Pour comprendre pourquoi le PIC est si efficace, nous devons d'abord examiner les lacunes de son alternative la plus courante, le pressage uniaxial en matrice.
Le défaut du pressage uniaxial
Lors du pressage uniaxial, la force est appliquée d'une ou deux directions, généralement par un poinçon supérieur et inférieur comprimant la poudre à l'intérieur d'une matrice rigide.
Cette méthode crée d'importants gradients de densité. La poudre directement sous le poinçon devient très dense, tandis que la poudre près du centre et sur les parois de la matrice est moins compactée en raison du frottement interne.
Comment une densité inégale provoque des fissures
Lorsque ce corps "vert" non uniforme est cuit (un processus appelé frittage), le matériau se consolide et se rétracte.
Les régions plus denses se rétractent moins, tandis que les régions moins denses se rétractent davantage. Ce retrait différentiel crée d'immenses contraintes internes au sein du composant. Si la contrainte dépasse la résistance du matériau, elle se libère en formant des fissures ou en provoquant le gauchissement de la pièce.
Comment le PIC atteint l'uniformité
Le pressage isostatique à froid modifie fondamentalement la façon dont la pression est appliquée, s'attaquant directement à la cause première des défauts de cuisson.
Le principe de la pression isostatique
Le PIC consiste à placer la poudre dans un moule flexible et scellé et à le submerger dans une chambre de pression fluide. La pression du fluide est ensuite augmentée, compactant la poudre.
Basée sur la loi de Pascal, cette pression est transmise également et instantanément à toutes les surfaces du moule. Il n'y a pas de direction de force unique, seulement une "compression" uniforme et globale.
Créer un corps vert homogène
Parce que la pression est appliquée isostatiquement (de tous les côtés), le frottement est minimisé et la poudre se compacte à une densité très uniforme sur tout son volume. Il n'y a pas de régions significatives de haute ou de basse densité.
Le résultat : un retrait prévisible
Lorsqu'un corps vert homogène issu d'un processus PIC est cuit, il se rétracte uniformément et de manière prévisible. Sans accumulation de contraintes internes significatives dues au retrait différentiel, les risques de fissuration, de distorsion et de gauchissement sont pratiquement éliminés.
Cela fait du PIC la méthode idéale pour les pièces aux géométries complexes, aux rapports d'aspect élevés (longues et fines) ou celles fabriquées à partir de matériaux avancés sensibles aux contraintes internes.
Comprendre les compromis
Bien que le PIC offre une uniformité supérieure, il n'est pas sans limites. L'objectivité exige de reconnaître les défis.
Le défi de la précision dimensionnelle
Atteindre un contrôle dimensionnel strict directement à la sortie de la presse peut être difficile. La forme finale dépend entièrement du moule flexible, qui peut se déformer légèrement sous pression.
Même avec un moule bien conçu, les pièces PIC nécessitent souvent un usinage ou un meulage secondaire pour respecter des tolérances finales très strictes. L'uniformité réside dans la densité du matériau, et pas nécessairement dans sa précision de forme nette.
Temps de processus et complexité
Le pressage uniaxial traditionnel est extrêmement rapide et facilement automatisable pour la production en grand volume. Les cycles PIC sont intrinsèquement plus longs.
Cependant, les systèmes PIC électriques modernes peuvent automatiser le processus et réduire considérablement les temps de cycle par rapport aux anciens systèmes manuels, le rendant plus viable pour la production en série.
Faire le bon choix pour votre objectif
Le choix de la méthode de pressage correcte dépend entièrement des exigences spécifiques de votre composant.
- Si votre objectif principal est la production en grand volume de formes simples : Le pressage uniaxial traditionnel est souvent plus rapide et plus rentable.
- Si votre objectif principal est l'intégrité structurelle pour les pièces complexes : Le PIC est le choix supérieur pour prévenir les défauts de cuisson et garantir des propriétés matérielles uniformes.
- Si votre objectif principal est de minimiser le post-traitement pour les composants de haute précision : Sachez que les pièces PIC nécessitent souvent une étape d'usinage finale pour atteindre des tolérances strictes.
En comprenant comment l'application de la pression affecte la densité interne, vous pouvez choisir en toute confiance le processus qui garantit que vos composants sont à la fois solides et dimensionnellement stables.
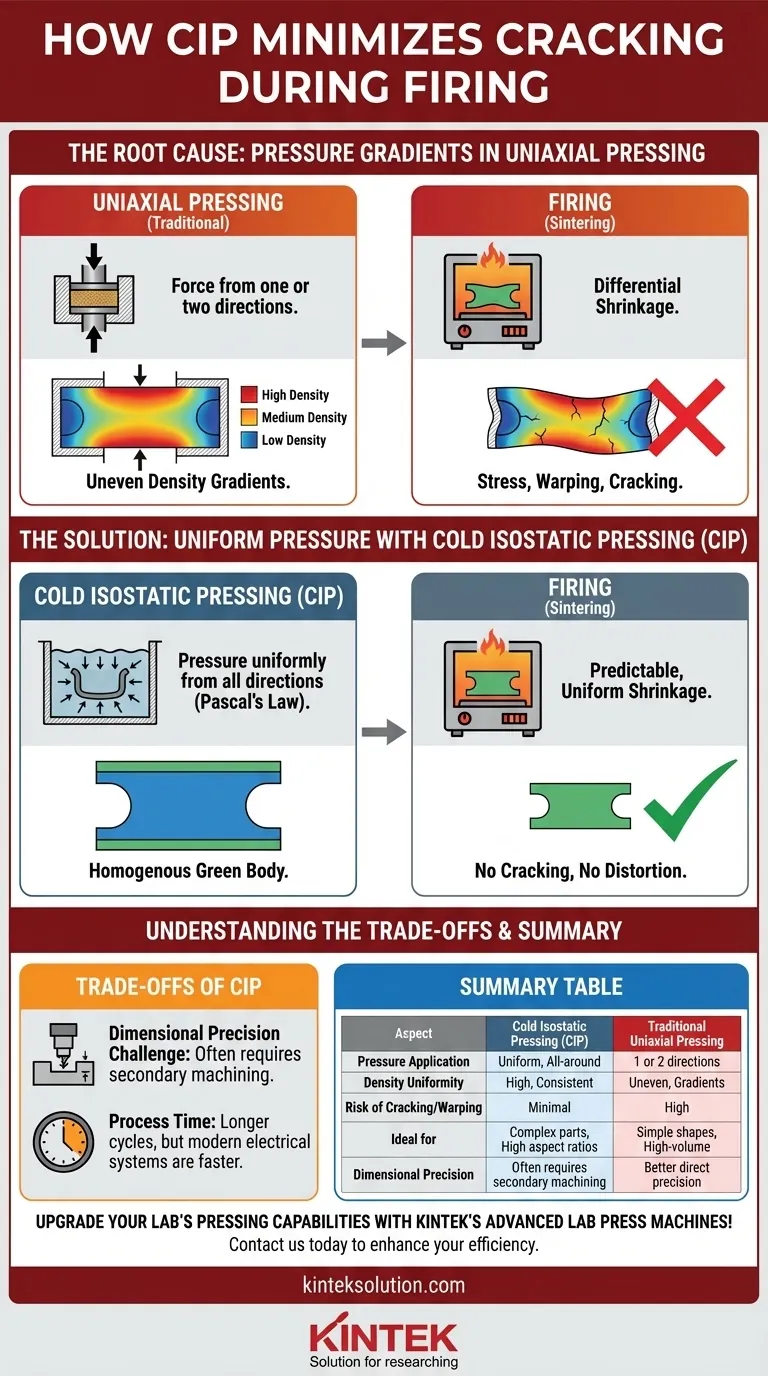
Tableau récapitulatif :
| Aspect | Pressage isostatique à froid (PIC) | Pressage uniaxial traditionnel |
|---|---|---|
| Application de la pression | Uniforme dans toutes les directions | D'une ou deux directions |
| Uniformité de la densité | Élevée et constante | Inégale avec des gradients |
| Risque de fissuration/gauchissement | Minimal grâce au retrait uniforme | Élevé en raison du retrait différentiel |
| Idéal pour | Géométries complexes, rapports d'aspect élevés | Formes simples, production en grand volume |
| Précision dimensionnelle | Nécessite souvent un usinage secondaire | Meilleure précision directe |
Améliorez les capacités de pressage de votre laboratoire avec les presses de laboratoire avancées de KINTEK ! Que vous ayez besoin de presses de laboratoire automatiques, de presses isostatiques ou de presses de laboratoire chauffées, nos solutions offrent une densité uniforme et réduisent les défauts de cuisson pour les pièces complexes. Contactez-nous dès aujourd'hui pour discuter de la manière dont nous pouvons améliorer l'efficacité et l'intégrité des matériaux de votre laboratoire.
Guide Visuel
Produits associés
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
Les gens demandent aussi
- Quelles sont les applications de recherche des CIP de laboratoire électriques ? Débloquez une densification uniforme de la poudre pour les matériaux avancés
- Quel est le principe de fonctionnement fondamental d'une Presse Isostatique à Froid de Laboratoire Électrique (CIP) ? Atteindre une uniformité supérieure dans la compaction des poudres
- À quelles fins les capacités haute pression des presses isostatiques à froid électriques de laboratoire sont-elles utilisées ? Atteindre une densité supérieure et des pièces complexes
- Quelles sont les options de personnalisation disponibles pour les presses isostatiques à froid électriques de laboratoire ? Adaptez la pression, la taille et l'automatisation à votre laboratoire
- Qu'est-ce qu'une presse isostatique à froid de laboratoire électrique (CIP) et quelle est sa fonction principale ? Obtenir des pièces à haute densité uniforme








