Le principal avantage du pressage isostatique à froid (CIP) par rapport au seul pressage uniaxial réside dans l'application d'une pression uniforme et isotrope. Alors qu'une presse uniaxiale est nécessaire pour former la forme initiale, une étape de CIP ultérieure augmente considérablement la "densité à cru" de la pastille de Li₇La₃Zr₂O₁₂ (LLZO), éliminant les défauts internes et les gradients de densité qui compromettent les performances de l'électrolyte final.
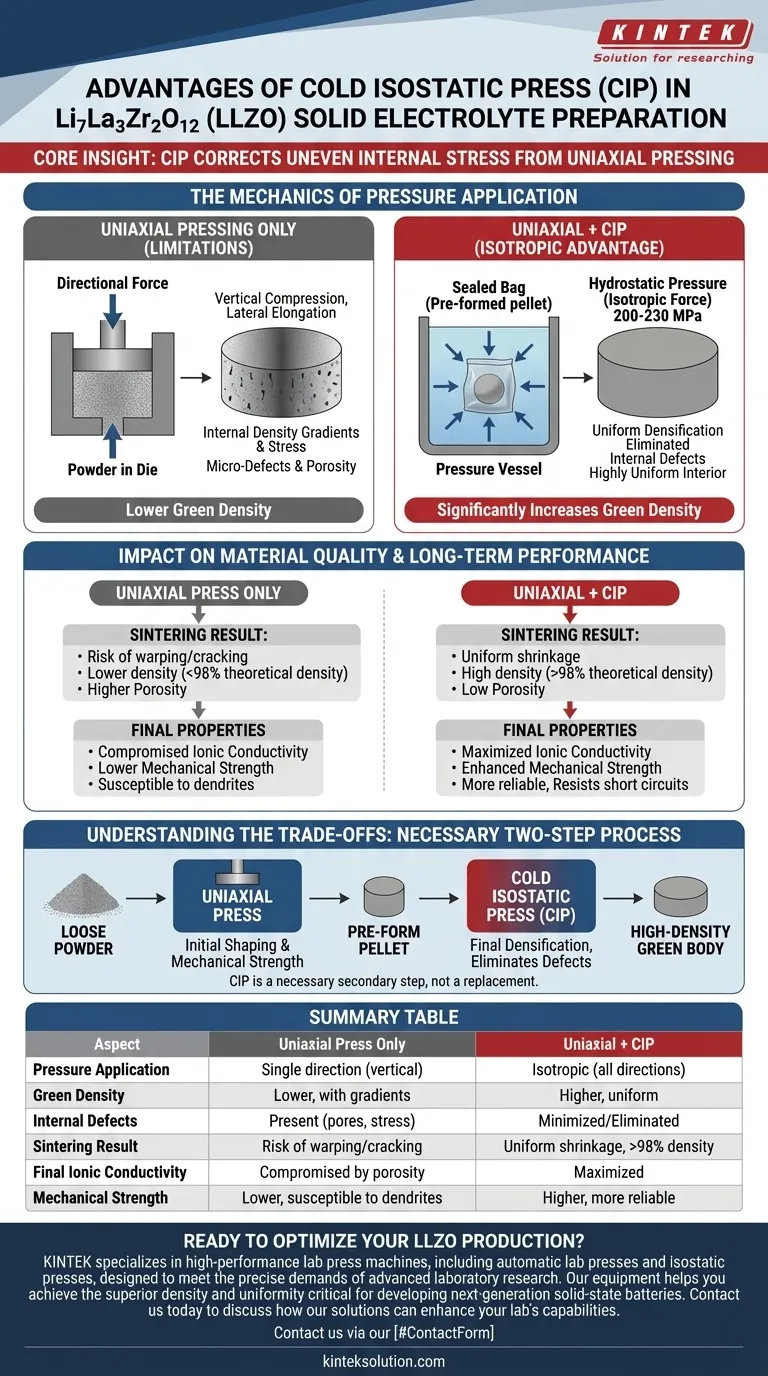
Idée clé : Le pressage uniaxial crée une préforme avec des contraintes internes inégales ; le CIP corrige cette structure. En appliquant une pression hydrostatique de toutes les directions, le CIP assure le rétrécissement uniforme nécessaire pendant le frittage pour obtenir une conductivité ionique et une résistance mécanique élevées dans la céramique finale.

La mécanique de l'application de la pression
Limites du pressage uniaxial
Le pressage uniaxial applique une force dans une seule direction verticale. Bien qu'efficace pour compacter la poudre en vrac dans une forme spécifique (comme une préforme circulaire de 10 mm), cette force directionnelle présente des limites.
Elle entraîne souvent une compression verticale associée à un allongement latéral. Par conséquent, l'utilisation de cette méthode seule peut introduire des gradients de densité internes et des concentrations de contraintes dans la pastille.
L'avantage isotrope du CIP
En revanche, le pressage isostatique à froid utilise un milieu liquide pour appliquer une pression hydrostatique. Cette force est "isotrope", ce qui signifie qu'elle est appliquée uniformément de toutes les directions plutôt que d'une seule.
Fonctionnant à des pressions d'environ 200–230 MPa, le CIP densifie le matériau sans provoquer la déformation macroscopique souvent observée avec une pression uniaxiale excessive. Il en résulte une structure avec une surface plus lisse et un intérieur très uniforme.
Impact sur la qualité du matériau
Maximiser la densité à cru
L'objectif immédiat dans la préparation des électrolytes solides LLZO est d'obtenir une densité à cru élevée (la densité de l'objet avant qu'il ne soit cuit). Le CIP augmente considérablement la densité d'empilement des particules de poudre au-delà de ce que le pressage uniaxial peut réaliser seul.
Éliminer les défauts internes
Le pressage uniaxial laisse fréquemment des micro-défauts et des distributions de pores inégales. La pression omnidirectionnelle du processus CIP effondre efficacement ces vides.
En éliminant ces incohérences internes, le CIP crée un corps homogène. Cette uniformité n'est pas seulement cosmétique ; c'est une exigence structurelle critique pour la prochaine étape du traitement.
Implications sur les performances à long terme
Fondation pour le frittage
L'uniformité obtenue par le CIP est la base cruciale de la phase de frittage à haute température. Un corps à cru homogène subit un rétrécissement uniforme lors du frittage sans pression.
Sans cette étape, les gradients de densité du pressage uniaxial pourraient entraîner une déformation ou une fissuration pendant le chauffage. Le CIP garantit que le produit final atteint un très haut pourcentage de sa densité théorique (souvent citée près de 98 % ou plus).
Améliorer la conductivité et la résistance
Les propriétés physiques de l'électrolyte LLZO sont directement liées à sa densité. Un produit final à faible porosité et à haute densité est essentiel pour des performances optimales.
Cette structure dense améliore la conductivité ionique du matériau, qui est la fonction principale de l'électrolyte. De plus, la réduction de la porosité améliore les propriétés mécaniques, aidant l'électrolyte à résister aux courts-circuits internes.
Comprendre les compromis
La nécessité d'un processus en deux étapes
Il est important de comprendre que le CIP n'est généralement pas un remplacement du pressage uniaxial, mais plutôt une étape secondaire nécessaire.
Vous ne pouvez généralement pas utiliser le CIP directement sur de la poudre en vrac sans confinement. Une presse uniaxiale fournit la résistance mécanique initiale et la forme (la préforme) nécessaires pour manipuler l'échantillon avant qu'il n'entre dans la presse isostatique.
Le piège de sauter le CIP
Le principal "compromis" réside dans la complexité opérationnelle par rapport à la qualité. Sauter l'étape du CIP permet de gagner du temps mais aboutit à une céramique de densité plus faible et de porosité plus élevée. Dans le contexte des batteries à état solide, ce compromis est généralement inacceptable, car la porosité résiduelle entrave le mouvement des ions lithium et affaiblit la barrière contre les dendrites.
Faire le bon choix pour votre objectif
Pour maximiser les performances de vos électrolytes solides LLZO, considérez les points suivants concernant le processus de pressage :
- Si votre objectif principal est la conductivité ionique : Vous devez utiliser le CIP pour maximiser la densité finale, car la porosité agit comme une barrière au transport des ions.
- Si votre objectif principal est la fiabilité mécanique : Le CIP est essentiel pour éliminer les concentrations de contraintes internes qui pourraient entraîner une fracture ou une pénétration de dendrites pendant le cyclage de la batterie.
- Si votre objectif principal est l'efficacité du processus : Reconnaissez que, bien que le pressage uniaxial soit plus rapide, il est préférable de l'utiliser uniquement pour le façonnage initial, et non pour la densification finale.
Résumé : Alors que le pressage uniaxial donne sa forme à la pastille LLZO, le pressage isostatique à froid lui confère l'intégrité structurelle et la densité requises pour une batterie à état solide haute performance.
Tableau récapitulatif :
| Aspect | Pressage uniaxial seul | Uniaxial + CIP |
|---|---|---|
| Application de la pression | Direction unique (verticale) | Isotrope (toutes directions) |
| Densité à cru | Plus faible, avec gradients | Plus élevée, uniforme |
| Défauts internes | Présents (pores, contraintes) | Minimisés/Éliminés |
| Résultat du frittage | Risque de déformation/fissuration | Rétrécissement uniforme, >98 % de densité théorique |
| Conductivité ionique finale | Compromise par la porosité | Maximisée |
| Résistance mécanique | Plus faible, susceptible aux dendrites | Plus élevée, plus fiable |
Prêt à optimiser la production de vos électrolytes solides LLZO ?
KINTEK est spécialisé dans les machines de presse de laboratoire haute performance, y compris les presses de laboratoire automatiques et les presses isostatiques, conçues pour répondre aux exigences précises de la recherche de laboratoire avancée. Notre équipement vous aide à atteindre la densité et l'uniformité supérieures critiques pour le développement de batteries à état solide de nouvelle génération.
Contactez-nous dès aujourd'hui via notre [#ContactForm] pour discuter de la manière dont nos solutions peuvent améliorer les capacités de votre laboratoire et accélérer vos recherches.
Guide Visuel
Références
- Seung Hoon Chun, Sangbaek Park. Synergistic Engineering of Template‐Guided Densification and Dopant‐Induced Pore Filling for Pressureless Sintering of Li<sub>7</sub>La<sub>3</sub>Zr<sub>2</sub>O<sub>12</sub> Solid Electrolyte at 1000 °C. DOI: 10.1002/sstr.202500297
Cet article est également basé sur des informations techniques de Kintek Press Base de Connaissances .
Produits associés
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
Les gens demandent aussi
- Quelles sont les options de personnalisation disponibles pour les presses isostatiques à froid électriques de laboratoire ? Adaptez la pression, la taille et l'automatisation à votre laboratoire
- Quelles sont les caractéristiques des solutions standard de laboratoire électriques CIP prêtes à l'emploi ? Obtenez un traitement immédiat et rentable
- Quelles sont les applications des presses isostatiques à froid électriques de laboratoire dans les milieux de recherche ? Développement et recherche de matériaux avancés avec des presses isostatiques à froid haute pression
- Quelles sont les applications de recherche des CIP de laboratoire électriques ? Débloquez une densification uniforme de la poudre pour les matériaux avancés
- Comment le pressage isostatique à froid électrique (CIP) contribue-t-il à des économies de coûts ? Libérez l'efficacité et réduisez les dépenses



















