Au cœur de la machine, une presse à chaud est contrôlée par le biais d'un système électronique avancé qui sert de cerveau à la machine.Ce système permet le réglage précis et automatisé des trois variables critiques du processus : la température, la pression et le temps.Tandis que le contrôleur électronique dicte les commandes, le travail physique est effectué par des éléments chauffants intégrés et des systèmes hydrauliques ou pneumatiques qui appliquent la force.
L'obtention d'une liaison parfaite n'est pas une question de force brute ; c'est une question de précision orchestrée par un système de contrôle en boucle fermée.Ce système mesure en permanence les variables du processus et ajuste en temps réel les composants physiques pour s'assurer que le produit final répond aux spécifications exactes en matière de résistance, de durabilité et de précision.

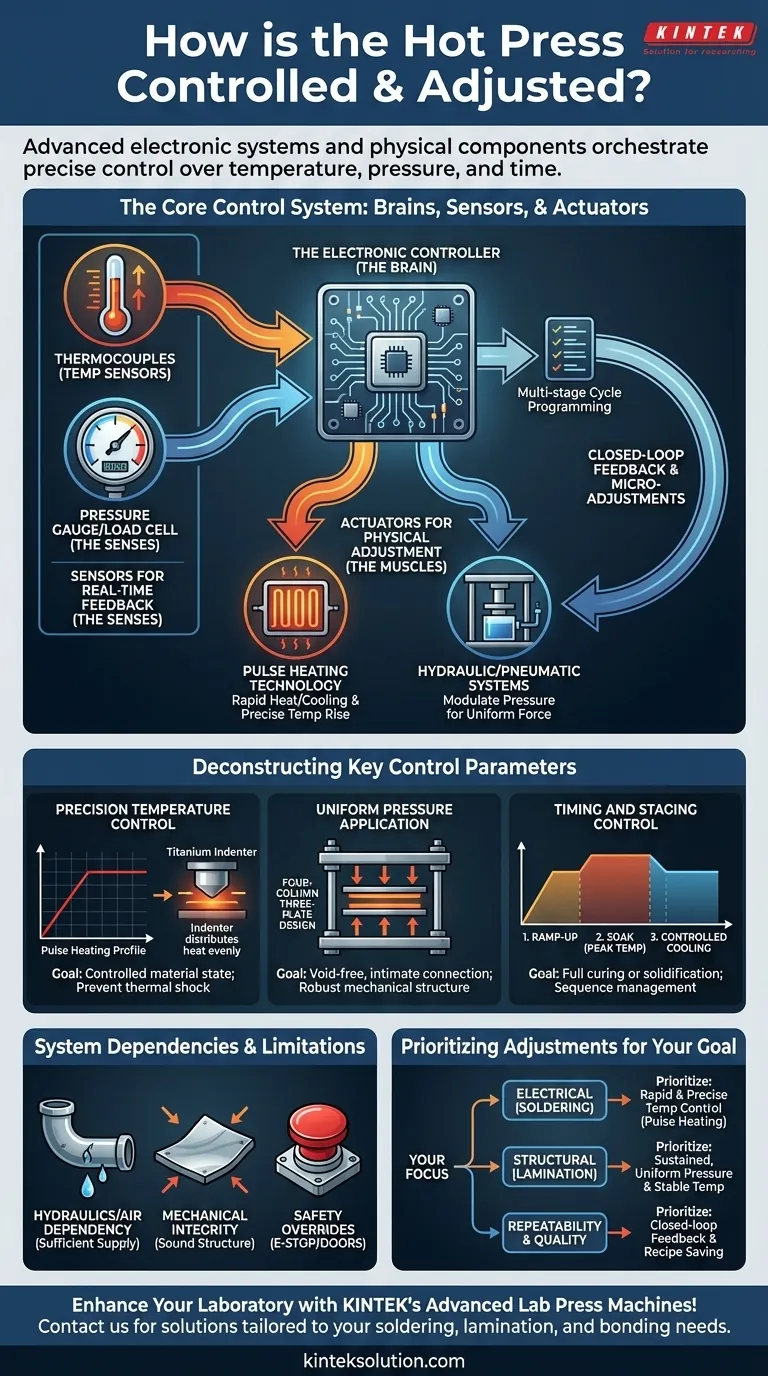
Le système de contrôle central :Le cerveau, les capteurs et les actionneurs
Pour comprendre comment une presse à chaud est réglée, il faut d'abord comprendre ses trois composants fondamentaux.Ces éléments fonctionnent en boucle pour exécuter un processus programmé.
Le contrôleur électronique (le cerveau)
Le contrôleur central est l'endroit où l'ensemble de la recette du processus est défini.Il permet à l'opérateur de programmer des cycles en plusieurs étapes Cette unité traite les données en temps réel et exécute les instructions préétablies avec une grande précision.
Cette unité traite les données en temps réel et exécute les instructions préétablies avec une grande précision.
Capteurs pour un retour d'information en temps réel (les sens)
Pour qu'un contrôleur fonctionne efficacement, il doit "voir" ce qui se passe. Les thermocouples ou d'autres capteurs de température, souvent intégrés à proximité de l'élément chauffant, fournissent des relevés de température constants.
De même, un manomètre numérique ou cellule de charge mesure la quantité exacte de force appliquée à la pièce.Ce retour d'information est essentiel pour effectuer des micro-ajustements.
Actionneurs pour le réglage physique (les muscles)
Le contrôleur envoie des signaux aux actionneurs pour qu'ils effectuent le travail physique. La technologie du chauffage par impulsion La technologie de chauffage par impulsion, par exemple, permet un chauffage et un refroidissement extrêmement rapides en contrôlant avec précision le courant électrique envoyé à l'élément chauffant.
La force est appliquée par une presse hydraulique ou un système pneumatique.Le contrôleur module la pression de l'huile ou de l'air comprimé pour augmenter, diminuer ou maintenir la pression au niveau exact requis par la recette du procédé.
Déconstruction des principaux paramètres de contrôle
Chaque réglage effectué sur une presse à chaud vise à manipuler l'une des trois variables clés.La sophistication du système de contrôle détermine la précision avec laquelle ces variables peuvent être gérées.
Contrôle précis de la température
L'objectif principal du contrôle de la température est d'amener les matériaux (comme la soudure ou l'adhésif) à un état spécifique de manière contrôlée.Les systèmes avancés utilisent chauffage par impulsion avec un échantillonnage rapide (par exemple, 0,1 s) pour suivre avec précision un profil d'élévation de température programmé.
Cela permet d'éviter les chocs thermiques sur les composants et de s'assurer que le matériau fond et s'écoule correctement.L'utilisation d'un pénétrateur en titane ou un outil similaire à haute conductivité permet de répartir uniformément la chaleur sur l'ensemble de la surface de collage.
Application uniforme de la pression
La pression est essentielle pour créer une connexion intime et sans vide entre les pièces.Pour ce faire, on utilise généralement une structure mécanique robuste, telle qu'une structure à quatre colonnes et trois plaques. conception à quatre colonnes et trois plaques L'appareil est équipé d'un système de contrôle qui résiste à la déflexion et maintient les plaques parfaitement parallèles sous la charge.
Le contrôleur ajuste le système hydraulique ou pneumatique pour appliquer une pression uniforme, en éliminant les espaces d'air et en veillant à ce que la soudure ou l'adhésif en fusion forme une liaison complète et fiable.
Contrôle du temps et des étapes
Un processus de collage n'est pas un événement unique mais une séquence.Le contrôleur électronique gère la durée de chaque étape, depuis la montée en température initiale jusqu'à la phase de refroidissement contrôlé, en passant par le temps d'imprégnation à la température maximale.
Ce contrôle temporel garantit que les adhésifs ont suffisamment de temps pour durcir complètement ou que la soudure se solidifie correctement, formant ainsi une connexion mécanique et électrique solide.
Comprendre les dépendances et les limites du système
Même le système de contrôle le plus avancé est soumis à des contraintes physiques et à des exigences opérationnelles.Il est essentiel de les comprendre pour résoudre les problèmes et obtenir des résultats cohérents.
La dépendance à l'égard de l'hydraulique et de l'air comprimé
Le contrôleur électronique est impuissant si les systèmes hydrauliques ou pneumatiques sont compromis.Le système nécessite une pression et un volume d'air suffisants (ou la pression du fluide hydraulique) pour actionner correctement la presse.
Une fuite ou une alimentation insuffisante empêchera la machine d'atteindre sa pression cible, quelles que soient les commandes du contrôleur.
L'importance de l'intégrité mécanique
La précision du système de contrôle est perdue si la structure physique de la machine n'est pas saine.Une plaque déformée ou une structure à quatre colonnes usée La pression ne sera pas uniforme, ce qui compromettra l'objectif d'un collage parfait.
L'entretien régulier et l'étalonnage des composants mécaniques sont tout aussi essentiels que les commandes électroniques.
Les dérogations au système de sécurité
Toutes les presses à chaud modernes sont équipées de mécanismes de sécurité tels que interrupteurs d'arrêt d'urgence et portes de sécurité .Ces systèmes sont câblés de manière à neutraliser le contrôleur principal et à interrompre instantanément les opérations pour assurer la sécurité de l'opérateur.
Comment hiérarchiser les réglages en fonction de votre objectif
Les réglages "corrects" dépendent entièrement de votre application.Utilisez les principes suivants pour guider vos réglages.
- Si votre objectif principal est la connexion électrique (soudure) : Privilégiez un contrôle rapide et précis de la température, en utilisant le chauffage par impulsion pour faire fondre rapidement la soudure sans surchauffer les composants sensibles.
- Si votre objectif principal est le collage structurel (laminage) : Privilégiez une pression soutenue et uniforme et une température stable afin de garantir le durcissement complet de l'adhésif sur l'ensemble de la surface.
- Si votre objectif principal est la répétabilité du processus et l'assurance qualité : Privilégiez un système doté d'un retour d'information en boucle fermée, d'un affichage de la température en temps réel et de la possibilité d'enregistrer et de rappeler des recettes de processus spécifiques.
En fin de compte, la maîtrise du contrôle de la presse à chaud consiste à comprendre comment les commandes électroniques se traduisent par les forces physiques de la chaleur et de la pression.
Tableau récapitulatif :
| Paramètre de contrôle | Composants clés | Fonction |
|---|---|---|
| Température | Contrôleur électronique, thermocouples, chauffage par impulsion | Assure un chauffage et un refroidissement précis pour le collage des matériaux |
| Pression | Système hydraulique/pneumatique, manomètre numérique | Applique une force uniforme pour éliminer les vides et assurer des liaisons solides. |
| Temps | Programmation du cycle en plusieurs étapes | Gère les étapes du processus de durcissement et de solidification |
Améliorez l'efficacité et la précision de votre laboratoire avec les presses de laboratoire avancées de KINTEK ! Que vous travailliez sur le soudage, le laminage ou d'autres processus de collage, nos presses de laboratoire automatiques, nos presses isostatiques et nos presses de laboratoire chauffées offrent un contrôle en boucle fermée, des ajustements en temps réel et des performances fiables adaptées à vos besoins. Contactez nous dès aujourd'hui pour discuter de la façon dont nos solutions peuvent optimiser votre flux de travail et fournir des résultats supérieurs !
Guide Visuel
Produits associés
- Presse hydraulique automatique à haute température avec plaques chauffantes pour laboratoire
- Presse hydraulique chauffante avec plateaux chauffants pour boîte à vide de laboratoire
- Presse hydraulique chauffante automatique avec plaques chauffantes pour laboratoire
- Presse hydraulique chauffante avec plaques chauffantes pour boîte à vide Presse à chaud de laboratoire
- Presse hydraulique manuelle chauffante de laboratoire avec plaques chauffantes
Les gens demandent aussi
- Qu'est-ce qu'une presse hydraulique chauffante et quels sont ses principaux composants ? Découvrez sa puissance pour le traitement des matériaux
- Pourquoi une presse hydraulique de laboratoire avec plaques chauffantes est-elle nécessaire pour les films PLA/TEC ? Obtenir une intégrité précise de l'échantillon
- Quelles sont les applications industrielles des presses hydrauliques chauffantes ? Maîtriser la chaleur et la force pour une fabrication de précision
- Comment une presse hydraulique chauffée de laboratoire simule-t-elle le couplage TM ? Recherche avancée sur les déchets nucléaires
- Pourquoi une presse hydraulique chauffante de laboratoire est-elle nécessaire pour les éprouvettes en PVC ? Assurer des données précises de traction et de rhéologie



















