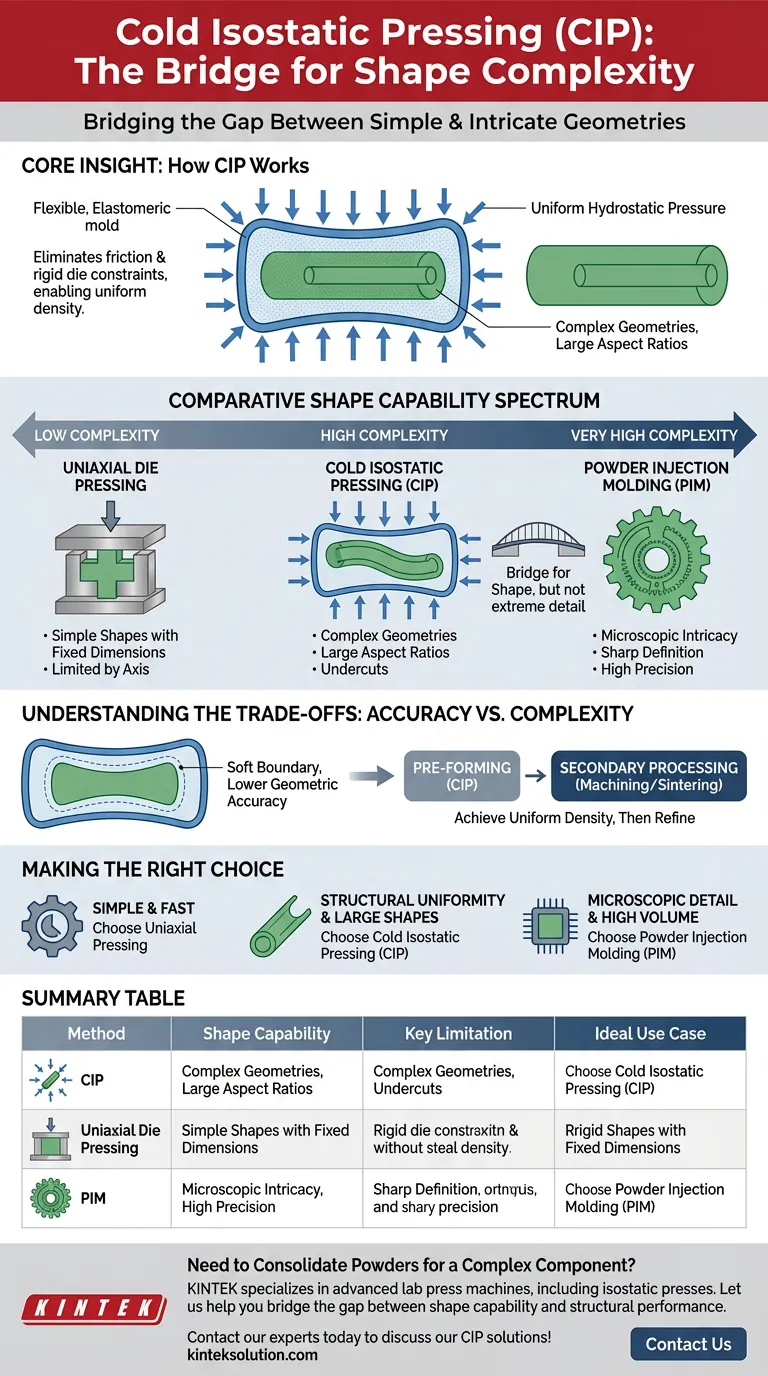
Dans le spectre des méthodes de consolidation des poudres, le pressage isostatique à froid (CIP) agit comme un pont fonctionnel pour la complexité de forme. Il surpasse considérablement le pressage uniaxiale standard en permettant la création de composants avec de grands rapports d'aspect et des contre-dépouilles, mais il manque généralement de la capacité à reproduire l'intricacité microscopique et la définition nette réalisables avec le moulage par injection de poudres (PIM).
Idée clé : Le CIP atteint sa polyvalence en appliquant une pression hydrostatique uniforme à travers un moule flexible, éliminant ainsi le frottement et les contraintes géométriques des matrices rigides. Bien que cela permette des géométries complexes telles que de longs tubes et des intérieurs creux, la flexibilité du moule sacrifie inévitablement la précision géométrique de haute tolérance trouvée dans le moulage par injection.

La mécanique de la flexibilité de forme
Pour comprendre pourquoi le CIP fonctionne mieux que certaines méthodes mais moins bien que d'autres, il faut examiner comment la force est appliquée à la poudre.
L'avantage de la pression isostatique
Contrairement au pressage uniaxiale, qui applique la force le long d'un seul axe, le CIP applique la pression uniformément de toutes les directions.
Cela utilise un milieu fluide pour transmettre la pression hydraulique de manière égale contre la surface du moule.
Comme il n'y a pas de frottement de paroi de matrice à surmonter, la densité reste constante dans toute la pièce, même dans les formes complexes ou allongées.
Le rôle des moules élastomères
Le CIP utilise des moules flexibles en caoutchouc ou en matériaux élastomères similaires, plutôt que des matrices métalliques rigides.
Cette flexibilité est la clé de sa capacité de forme.
Elle permet la formation de géométries qu'il serait impossible d'éjecter d'une matrice rigide, telles que de longs tubes, des couches d'électrolytes solides et des ferrites complexes.
Analyse comparative des capacités
Lors de la sélection d'un processus de fabrication, il est utile de considérer le CIP par rapport à ses alternatives principales.
CIP vs. Pressage uniaxiale
Le pressage uniaxiale est strictement limité aux formes simples de dimensions fixes.
Comme il presse de haut en bas, il ne peut pas accueillir de contours complexes ou de pièces avec un rapport longueur/diamètre important sans souffrir de gradients de densité.
Le CIP contourne entièrement ces limitations, offrant une uniformité supérieure et la capacité de former des géométries complexes qu'une presse verticale rigide ne peut pas réaliser.
CIP vs. Moulage par injection de poudres (PIM)
Bien que le CIP soit polyvalent, il est considéré comme inférieur au PIM en ce qui concerne l'extrême complexité.
Le PIM implique l'injection d'une matière première dans une cavité rigide, permettant la réplication de minuscules caractéristiques, de coins vifs et de détails externes très complexes.
Le CIP est mieux adapté aux composants plus grands, de "forme proche de la forme finale", tandis que le PIM est la norme pour les petites pièces complexes de haute précision.
Comprendre les compromis : précision vs. complexité
Bien que le CIP permette des formes complexes, il existe un compromis critique concernant la précision géométrique.
Le défi de la précision
La caractéristique même qui permet la complexité – le moule flexible – est également une source d'imprécision.
Comme le moule crée une frontière "souple", la pièce verte résultante (la poudre compactée avant frittage) a souvent une précision géométrique plus faible par rapport aux pièces pressées dans des matrices rigides.
Stratégies d'atténuation
Pour remédier à cela, le CIP est souvent utilisé comme opération de pré-formage.
Le processus produit une pièce avec une densité verte élevée et uniforme (60 % à 80 % de la densité théorique).
Cette pièce uniformément dense peut ensuite être usinée ou frittée pour obtenir les dimensions finales et précises, combinant ainsi efficacement l'intégrité structurelle du CIP avec la précision du traitement secondaire.
Faire le bon choix pour vos objectifs de fabrication
La sélection de la méthode correcte nécessite d'équilibrer votre besoin de complexité géométrique par rapport à vos exigences de tolérance et à votre volume de production.
- Si votre objectif principal est la géométrie simple et la haute vitesse : Choisissez le Pressage uniaxiale, car il est plus rapide et suffisant pour les pièces aux dimensions fixes et simples.
- Si votre objectif principal est l'uniformité structurelle dans les formes grandes ou tubulaires : Choisissez le Pressage isostatique à froid (CIP) pour assurer une densité constante dans les géométries complexes que les matrices rigides ne peuvent pas supporter.
- Si votre objectif principal est le détail microscopique et la complexité en grand volume : Choisissez le Moulage par injection de poudres (PIM), car il offre la plus grande flexibilité pour les caractéristiques complexes.
En fin de compte, le CIP est le choix supérieur lorsque votre composant nécessite une intégrité matérielle élevée et une forme qui défie les contraintes d'une presse à axe unique, à condition que vous puissiez prévoir un post-traitement mineur pour les tolérances finales.
Tableau récapitulatif :
| Méthode | Capacité de complexité de forme | Limitation clé | Cas d'utilisation idéal |
|---|---|---|---|
| Pressage isostatique à froid (CIP) | Élevée - Géométries complexes, grands rapports d'aspect, contre-dépouilles | Précision géométrique plus faible due aux moules flexibles | Pièces de grande taille, de forme proche de la forme finale, nécessitant une densité uniforme (par exemple, tubes, électrolytes solides) |
| Pressage uniaxiale | Faible - Formes simples de dimensions fixes | Gradients de densité et contraintes géométriques | Production simple et rapide de formes basiques |
| Moulage par injection de poudres (PIM) | Très élevée - Détails microscopiques, coins vifs, haute complexité | Complexité et coût plus élevés pour l'outillage | Petites pièces complexes de haute précision en grands volumes |
Besoin de consolider des poudres pour un composant complexe ?
Choisir la bonne méthode de pressage est essentiel pour obtenir la complexité de forme et l'intégrité matérielle souhaitées dans votre laboratoire. KINTEK est spécialisé dans les machines de presses de laboratoire avancées, y compris les presses isostatiques conçues pour une densité uniforme dans les géométries complexes.
Laissez-nous vous aider à combler le fossé entre la capacité de forme et la performance structurelle. Notre expertise vous garantit de sélectionner l'équipement idéal pour vos besoins spécifiques de consolidation de poudres, que ce soit pour la R&D ou la production.
Contactez nos experts en pressage dès aujourd'hui pour discuter de la manière dont nos solutions CIP peuvent améliorer votre processus de fabrication !
Guide Visuel
Produits associés
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
Les gens demandent aussi
- Pourquoi les taux de pressurisation élevés sont-ils importants dans les systèmes CIP automatisés ? Obtenir une densité de matériau supérieure
- Quelles sont les caractéristiques clés des systèmes automatisés de presse isostatique à froid (CIP) de laboratoire ? Obtenez une consolidation précise de poudres à haute pression
- Quels sont les avantages du procédé de pressage isostatique à froid (CIP) pour le LSMO ? Atteindre une densité sans défaut
- Pour quels types de matériaux et d'applications les systèmes CIP automatisés sont-ils particulièrement avantageux ? Libérez la pureté et les formes complexes
- Pourquoi une presse isostatique à froid (CIP) est-elle nécessaire après un pressage uniaxial ? Obtenir la transparence dans les céramiques de Nd:Y2O3










