
Vous avez passé des jours, voire des semaines, à perfectionner votre processus. Le composant sort de la presse à chaud avec un aspect impeccable : une pièce lisse, solide, parfaitement formée. Mais ensuite, lors des tests de qualité ou de sa première utilisation réelle, cela se produit : une défaillance soudaine et catastrophique. Les couches se délaminent, la jointure électronique cède, ou la liaison se sépare simplement sous une fraction de la charge attendue. Vous vous retrouvez avec deux morceaux dans les mains, vous demandant ce qui a bien pu mal tourner.
Si ce scénario vous semble douloureusement familier, vous n'êtes pas seul.
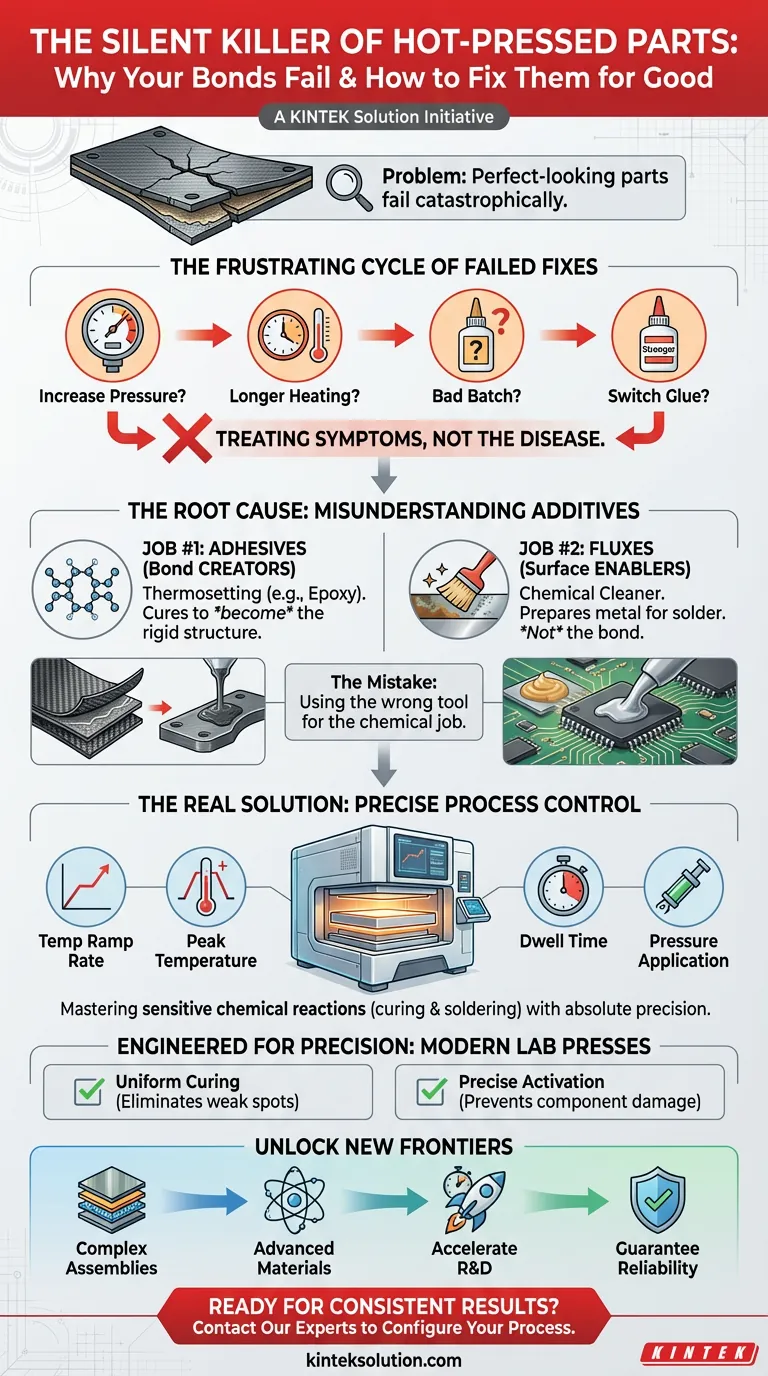
Le cycle frustrant des réparations ratées
Lorsqu'une liaison pressée à chaud échoue, la course au dépannage commence. La réponse typique est de s'attaquer aux variables les plus évidentes :
- « Augmentons la pression. » L'idée est que plus de force chassera les imperfections.
- « Nous avons besoin d'un cycle de chauffage plus long. » Peut-être que les matériaux n'ont tout simplement pas eu assez de temps pour « cuire ».
- « Ce lot d'adhésif doit être défectueux. » Il est facile de blâmer les matières premières et de commander un nouveau stock, perdant ainsi du temps et de l'argent.
- « Nous allons passer à une colle « plus solide ». » Un produit différent pourrait résoudre le problème, n'est-ce pas ?
Parfois, ces ajustements produisent une amélioration temporaire. Plus souvent, ils entraînent des résultats incohérents et plus de confusion. Ce n'est pas seulement un casse-tête technique ; cela a de sérieuses conséquences commerciales. Chaque lot défectueux représente des matériaux de grande valeur gaspillés, des budgets de R&D dépassés et des retards critiques de projet. Pour les produits qui parviennent sur le marché, une défaillance latente de la liaison peut entraîner des rappels coûteux et des dommages irréparables à la réputation de votre entreprise.
Le cycle se poursuit car ces « réparations » ne sont que des tirs dans le noir. Ce sont des tentatives de traiter les symptômes sans jamais diagnostiquer la véritable maladie.
La cause profonde : Créez-vous une liaison ou nettoyez-vous simplement la surface ?
Le tournant se produit lorsque vous réalisez que la plupart des défaillances de liaison ne sont pas causées par un manque de force ou de temps. Elles sont causées par une incompréhension fondamentale des additifs utilisés.
De nombreux ingénieurs utilisent les termes « colle » ou « flux » de manière interchangeable, les considérant comme des « aides » polyvalentes pour assembler des choses. En réalité, ils remplissent deux fonctions complètement différentes et mutuellement exclusives. Le secret d'une liaison parfaite est de savoir quelle tâche vous devez accomplir.
Tâche n° 1 : Les adhésifs comme créateurs de liaison
Dans les applications techniques, la « colle » est généralement un adhésif thermodurcissable (comme une époxy ou une résine). Ce matériau n'est pas juste un remplissage collant. Sous l'effet de la chaleur et de la pression, il subit une réaction chimique irréversible appelée durcissement. Il passe d'un état liquide ou pâteux à un solide rigide et structurel.
- Son rôle : Devenir la liaison elle-même.
- Exemple : Lors de la création d'une pièce composite en fibre de carbone pour une application aérospatiale, des couches de tissu de carbone sont imprégnées de résine époxy. La presse à chaud fournit la chaleur précise pour déclencher la réaction de durcissement et la pression pour assurer une structure finale dense et sans vide. L'époxy durcie est la matrice qui maintient les fibres ensemble.
Tâche n° 2 : Les flux comme facilitateurs de surface
Un flux, en revanche, est un agent de nettoyage chimique. Ce n'est pas un adhésif. Son seul rôle est de préparer les surfaces métalliques pour la jonction avec un métal d'apport, comme la soudure.
La plupart des métaux forment instantanément une fine couche d'oxyde invisible lorsqu'ils sont exposés à l'air. Cette couche d'oxyde agit comme une barrière, empêchant la soudure fondue d'établir une connexion atomique véritable avec le métal de base. Lorsqu'il est chauffé, le flux devient chimiquement actif et dissout agressivement ces oxydes.
- Son rôle : Préparer la surface afin qu'un autre matériau (la soudure) puisse créer la liaison.
- Exemple : Dans la fabrication électronique, une pâte à souder (un mélange de billes de soudure et de flux) est utilisée pour fixer une puce à une carte de circuit imprimé. Pendant le pressage à chaud, le flux s'active, nettoie les plots métalliques, puis est déplacé par la soudure fondue, qui forme une connexion métallurgique propre et solide.
Voici pourquoi les corrections courantes échouent : Augmenter la pression n'aidera pas si votre véritable problème est une surface métallique oxydée que le flux n'a jamais nettoyée. De même, changer d'adhésif est inutile si votre objectif est de souder deux métaux ensemble. Vous utilisez le mauvais outil pour la tâche.
La vraie solution : Passer de la force brute au contrôle du processus
Comprendre la différence entre créer et permettre une liaison est la première étape. La seconde, et la plus critique, est d'exécuter ce processus chimique spécifique avec une précision absolue.
Le durcissement des adhésifs et l'activation du flux sont des réactions chimiques très sensibles. Ils ne répondent pas à la force brute ; ils exigent un contrôle précis de l'ensemble du processus. Pour obtenir une liaison fiable et répétable à chaque fois, vous avez besoin d'un outil capable de gérer sans faille :
- Le taux de montée en température : La rapidité ou la lenteur avec laquelle vous chauffez la pièce.
- La température maximale : Atteindre la température exacte pour activer la réaction sans endommager les composants.
- Le temps de maintien : Maintenir cette température pendant la durée précise nécessaire à l'achèvement de la réaction.
- L'application de la pression : Appliquer la bonne quantité de force au bon moment pour assurer un contact intime et l'intégrité de la pièce.
Conçues pour la précision : Le rôle de la presse de laboratoire moderne
C'est précisément pourquoi les presses de laboratoire KINTEK sont conçues comme des instruments sophistiqués de contrôle de processus, et non pas seulement comme de simples machines de chauffage et de pressage. Elles sont conçues dès le départ pour maîtriser la chimie des liaisons modernes.
- Pour le durcissement des adhésifs : Nos presses chauffantes automatiques fournissent des températures de plateau exceptionnellement uniformes et des cycles programmables multi-étapes. Cela garantit que chaque millimètre carré de votre adhésif durcit complètement et uniformément, éliminant les points faibles qui conduisent à la délamination.
- Pour le soudage à base de flux : La capacité de contrôler précisément le profil de température signifie que vous pouvez activer le flux au moment parfait pour nettoyer les surfaces, suivi du pic de température exact nécessaire pour refondre la soudure, le tout sans surchauffer et endommager les composants électroniques sensibles.
En remplaçant les conjectures par une précision programmable, vous éliminez la principale variable qui cause les défaillances de liaison : le contrôle incohérent du processus.
Au-delà des liaisons fiables : Quelles nouvelles frontières pouvez-vous explorer ?
Lorsque vous pouvez enfin faire confiance à votre processus de liaison, un changement fondamental se produit. Vous arrêtez de perdre du temps et des ressources à dépanner les défaillances de base et commencez à libérer de nouveaux potentiels.
Au lieu de relancer des expériences ratées, votre équipe de R&D peut en toute confiance :
- Développer des assemblages multi-matériaux plus complexes, combinant céramiques, métaux et polymères.
- Tester et qualifier des matériaux avancés et haute performance qui nécessitent des fenêtres de traitement plus étroites.
- Accélérer les cycles de développement de produits, passant du prototype à la production plus rapidement que jamais.
- Garantir la fiabilité des composants critiques dans des domaines allant de l'aérospatiale aux dispositifs médicaux.
Vous passez d'un état d'incertitude à un état de contrôle, transformant votre capacité de pressage à chaud d'une source de frustration en un véritable avantage concurrentiel.
Vos défis de liaison sont uniques, et la solution devrait l'être aussi. Si vous êtes prêt à dépasser les échecs récurrents et à obtenir des résultats constants et fiables dans votre laboratoire, notre équipe est là pour vous aider à configurer le bon processus. Pour discuter des besoins spécifiques de votre projet et de la manière dont un contrôle précis du processus peut transformer vos résultats, Contactez nos experts.
Guide Visuel
Produits associés
- Presse hydraulique automatique à haute température avec plaques chauffantes pour laboratoire
- Presse hydraulique chauffante avec plateaux chauffants pour boîte à vide de laboratoire
- Presse hydraulique chauffante avec plaques chauffantes pour boîte à vide Presse à chaud de laboratoire
- Presse hydraulique chauffante automatique avec plaques chauffantes pour laboratoire
- Presse hydraulique chauffante manuelle de laboratoire avec plaques chauffantes
Articles associés
- La forge invisible : pourquoi la presse de laboratoire est l'âme des nanocomposites
- L'alchimie de la force et du feu : pourquoi la précision dans le pressage à chaud définit l'innovation matérielle
- L'architecture de la certitude : pourquoi la presse de laboratoire est l'ancre de la science des matériaux
- Du chaos au contrôle : Le pouvoir invisible d'une presse de laboratoire chauffée
- La frontière évanescente : La thermodynamique cachée de la lamination LTCC



















