La charge requise pour créer une pastille entièrement liée n'est pas une valeur unique, mais le résultat de plusieurs variables interdépendantes. Les facteurs les plus critiques incluent les propriétés intrinsèques de votre matériau, telles que sa dureté et sa fragilité, et les caractéristiques physiques de la poudre elle-même, y compris sa taille de particules, sa teneur en humidité, sa fluidité dans la filière et son homogénéité globale.
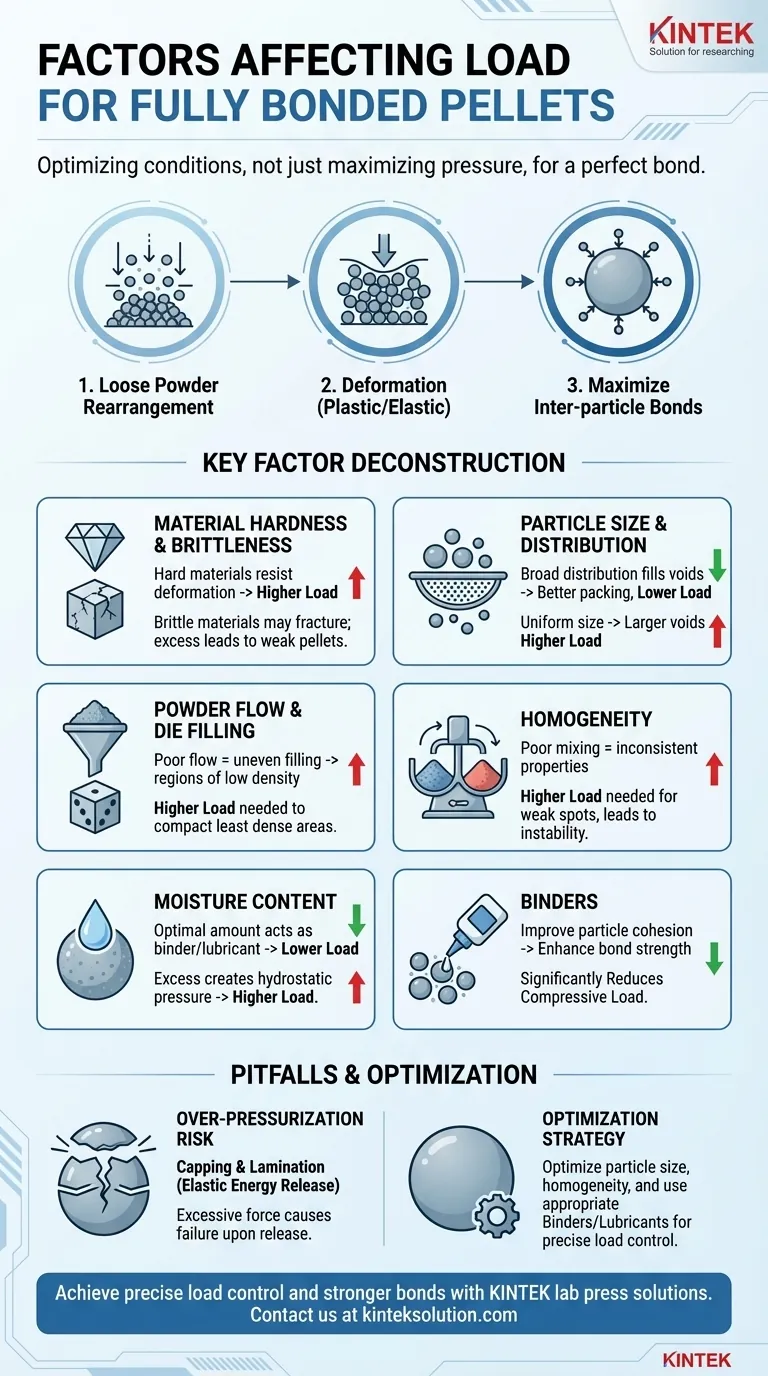
Obtenir une pastille parfaite ne consiste pas à maximiser la pression, mais à optimiser les conditions. La charge requise est la force minimale nécessaire pour surmonter la séparation des particules et induire une déformation pour la liaison, sans introduire les contraintes internes qui causent des défauts.

Les principes fondamentaux de la formation des pastilles
Pour contrôler la charge, vous devez d'abord comprendre le parcours d'une poudre lâche à une masse solide et cohésive. Ce processus se déroule en plusieurs étapes distinctes, toutes entraînées par la force appliquée.
De la poudre lâche à la masse solide
Initialement, la charge appliquée provoque le réarrangement des particules dans une configuration plus compacte, comblant les grands vides.
À mesure que la pression augmente, les particules sont forcées les unes contre les autres, entraînant une déformation à leurs points de contact. Cette déformation peut être plastique (permanente) ou élastique (temporaire).
L'objectif : Maximiser les liaisons inter-particules
Le but ultime de la charge est de rapprocher suffisamment les particules pour établir des liaisons fortes et stables. Cela force les particules à se déformer, augmentant leur surface de contact et permettant à des forces telles que les attractions de van der Waals ou l'interverrouillage mécanique de créer une structure durable et liée.
Analyse des facteurs clés
Chaque facteur influence directement la facilité avec laquelle les particules peuvent se réorganiser, se déformer et se lier, déterminant ainsi la charge compressive nécessaire.
Dureté et fragilité du matériau
Les matériaux durs résistent intrinsèquement à la déformation. Une charge plus élevée est requise pour forcer ces particules à changer de forme et à créer les grandes surfaces de contact nécessaires à une forte liaison.
Les matériaux fragiles peuvent se fracturer sous pression au lieu de se déformer plastiquement. Bien que cela crée de nouvelles surfaces pour la liaison, une fracturation excessive peut conduire à une pastille faible et friable si les fragments ne s'emboîtent pas correctement.
Écoulement de la poudre et remplissage de la filière
La poudre qui ne s'écoule pas facilement remplira la cavité de la filière de manière inégale. Cela crée des régions de faible et de haute densité avant même que la compression ne commence.
Une charge globale plus élevée est alors nécessaire pour garantir que les zones les moins denses soient entièrement compactées. Cependant, cela entraîne souvent une sur-compression d'autres zones, ce qui peut introduire des défauts.
Le rôle de la teneur en humidité
Une petite quantité d'humidité contrôlée peut agir comme un lubrifiant et un liant. Elle peut réduire la friction inter-particules et faciliter la liaison grâce aux forces capillaires, ce qui réduit souvent la charge requise.
Inversement, une humidité excessive est préjudiciable. Elle peut créer une pression hydrostatique à l'intérieur des pores, empêchant les particules d'entrer en contact direct et augmentant considérablement la charge nécessaire à la consolidation, souvent en vain.
Taille et distribution des particules
Une poudre avec une large distribution de tailles de particules nécessite généralement moins de charge. Les particules plus petites remplissent les vides entre les plus grandes, ce qui entraîne une densité de tassement initiale plus élevée.
En revanche, une poudre avec des particules uniformes et de taille similaire aura des vides plus grands. Plus de travail – et donc une charge plus élevée – est nécessaire pour combler ces lacunes par déformation.
L'impact de l'homogénéité des matériaux
Si votre poudre est un mélange de différents composants (par exemple, un ingrédient actif et un excipient), un mauvais mélange conduit à une qualité de pastille incohérente.
La non-homogénéité signifie que certaines zones peuvent être plus molles ou plus dures que d'autres. La charge appliquée ne se distribuera pas uniformément, entraînant des points faibles et une instabilité structurelle au sein de la pastille finale.
Comprendre les compromis et les pièges courants
Augmenter simplement la charge est une stratégie courante mais souvent contre-productive. Comprendre les conséquences négatives d'une force excessive est essentiel pour l'optimisation des processus.
Le risque de surpression
Appliquer plus de force que nécessaire est une cause principale de défaillance des pastilles. Une charge excessive augmente la quantité d'énergie élastique stockée dans le matériau comprimé.
Lorsque la charge est retirée, cette énergie stockée est libérée rapidement. Si les liaisons inter-particules ne sont pas suffisamment solides pour résister à cette expansion, la pastille échouera.
Explication du capsulage et de la stratification
Le capsulage est la défaillance où le capuchon supérieur de la pastille se brise. La stratification se produit lorsque la pastille se divise en couches horizontales.
Ces deux défauts sont des symptômes classiques d'une surpression et de la récupération élastique rapide qui en résulte. L'air piégé qui n'a pas pu s'échapper pendant la compression contribue également de manière significative à ces défaillances.
L'effet des lubrifiants et des liants
Des lubrifiants (comme le stéarate de magnésium) sont souvent ajoutés pour réduire le frottement entre la pastille et la paroi de la filière, ce qui diminue la force requise pour l'éjection. Bien que ce ne soit pas directement pour la liaison, cela prévient les défaillances lors du retrait.
Les liants sont des matériaux adhésifs ajoutés à la poudre pour améliorer la cohésion de particule à particule. Un bon liant peut renforcer considérablement les liaisons, réduisant souvent la charge de compression nécessaire pour atteindre une résistance de pastille cible.
Optimiser votre processus de compactage
Votre charge idéale est fonction de votre matériau spécifique et du résultat souhaité. Utilisez ces principes pour guider vos efforts d'optimisation.
- Si votre objectif principal est de produire des pastilles solides et sans défauts : Priorisez l'optimisation de la distribution granulométrique et de l'homogénéité de votre poudre avant le pressage.
- Si vous rencontrez des problèmes tels que le capsulage ou la stratification : Enquêtez immédiatement sur la surpression ; expérimentez la réduction de la charge et l'amélioration de la lubrification de la poudre.
- Si vous devez traiter un matériau dur et fragile : Concentrez-vous sur l'utilisation de liants appropriés pour aider à la cohésion, car se fier uniquement à une pression élevée entraînera probablement des fractures et des défauts.
Maîtriser ces facteurs transforme la granulation d'une tâche de force brute en un processus d'ingénierie précis.
Tableau récapitulatif :
| Facteur | Effet sur la charge requise | Considérations clés |
|---|---|---|
| Dureté du matériau | Augmente la charge pour la déformation | Les matériaux plus durs résistent à la liaison, nécessitant plus de force |
| Distribution granulométrique | Diminue la charge avec une large distribution | Les particules plus petites remplissent les vides, améliorant le tassement |
| Teneur en humidité | Diminue la charge avec une humidité contrôlée ; augmente avec l'excès | Agit comme lubrifiant ou liant ; l'excès provoque une pression hydrostatique |
| Écoulement de la poudre | Augmente la charge avec un mauvais écoulement | Un remplissage inégal de la filière entraîne des variations de densité |
| Homogénéité | Augmente la charge avec un mauvais mélange | Des propriétés incohérentes provoquent des points faibles et une instabilité |
| Liants | Diminue la charge en améliorant la cohésion | Améliore la force de liaison, réduisant le besoin d'une pression élevée |
Vous rencontrez des problèmes de défauts de pastilles ou de résultats incohérents ? KINTEK est spécialisé dans les presses de laboratoire, y compris les presses de laboratoire automatiques, les presses isostatiques et les presses de laboratoire chauffées, conçues pour optimiser votre processus de pastillation. Nos équipements vous aident à obtenir un contrôle précis de la charge, un compactage uniforme et des liaisons plus solides pour des matériaux comme les poudres et les substances fragiles. Contactez-nous dès aujourd'hui pour discuter de la manière dont nos solutions peuvent améliorer l'efficacité de votre laboratoire et fournir des pastilles fiables et de haute qualité !
Guide Visuel
Produits associés
- Presse à granuler hydraulique et électrique de laboratoire
- Presse hydraulique de laboratoire manuelle Presse à pastilles hydraulique de laboratoire
- Presse à granuler hydraulique de laboratoire pour XRF KBR FTIR Lab Press
- Presse hydraulique de laboratoire automatique - Machine à pastilles de laboratoire
- Presse hydraulique automatique de laboratoire pour le pressage de pastilles XRF et KBR
Les gens demandent aussi
- Quels sont les différents types d'outils de fabrication de pastilles disponibles pour les laboratoires ? Choisissez la bonne presse pour votre échantillon
- Pourquoi une presse à pastilles de laboratoire professionnelle est-elle nécessaire pour la spectrométrie XRF du sable siliceux ? Atteindre une précision de +/- 0,10 %
- Pourquoi utilise-t-on une presse à pastilles de laboratoire pour pré-presser les échantillons de BaSnF4 ? Assurer la précision dans les études de haute pression
- Quels sont les types de fonctionnement courants des presses à pastilles de laboratoire ? Choisir le bon système manuel, automatique ou hydraulique
- Pourquoi un contrôle précis du maintien de la pression est-il essentiel pour les granulés de biomasse ? Maîtrisez vos résultats de densification



















