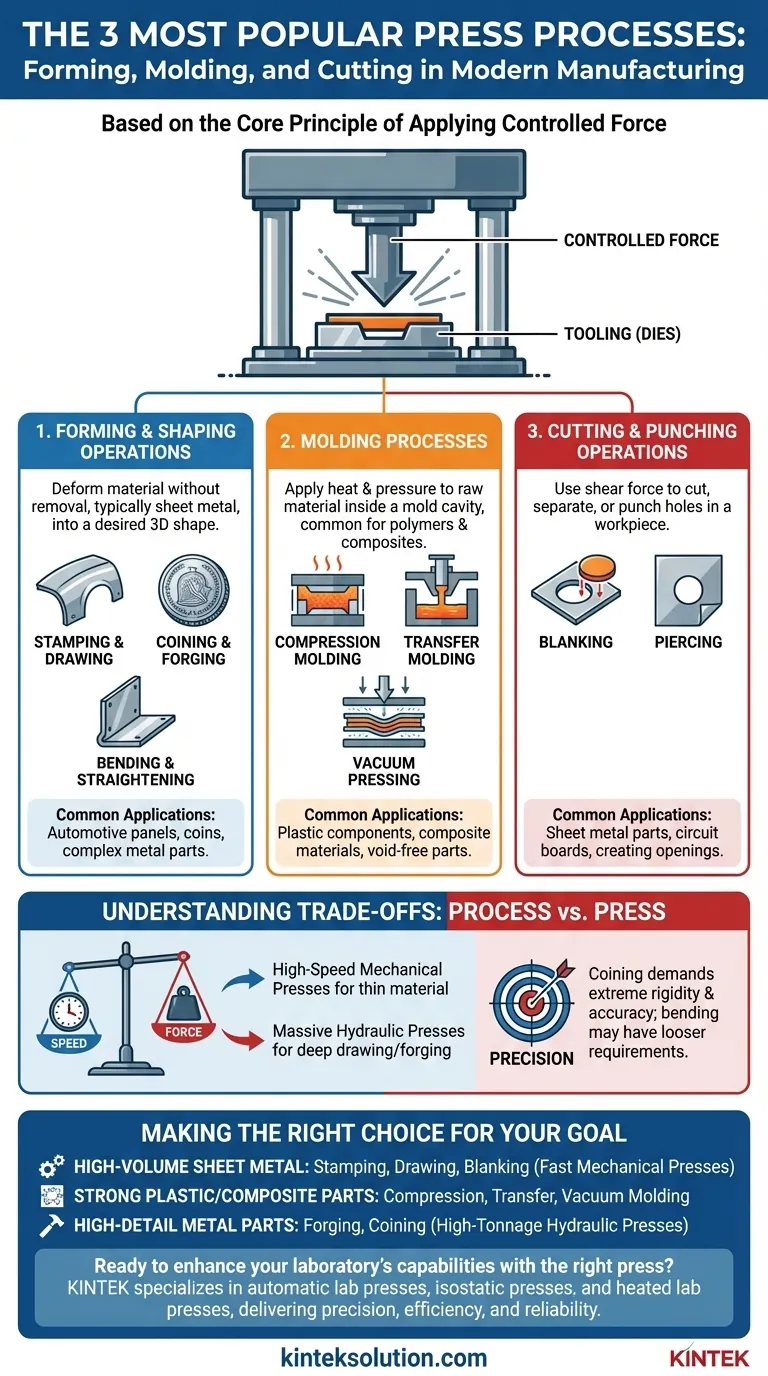
Bien qu'il n'existe pas de liste définitive les applications les plus courantes des presses industrielles peuvent être regroupées en trois catégories fondamentales : le formage et la mise en forme des matériaux, le moulage des composites ou des plastiques, et les opérations de découpe ou de poinçonnage.Ces procédés sont à la base de la fabrication moderne, utilisés pour créer tout ce qui est nécessaire, des portières de voiture aux pièces de monnaie, en passant par les circuits imprimés et les composants composites.
Une presse est un outil à force contrôlée.Le "processus" spécifique qu'elle exécute n'est pas inhérent à la presse elle-même, mais est défini par l'outillage spécialisé (matrices) et le matériau travaillé.Il est essentiel de comprendre les catégories de base que sont le formage, le moulage et le découpage pour saisir les véritables capacités de la presse.

Le principe de base :L'application d'une force contrôlée
Au fond, une presse est une machine conçue pour appliquer une force spécifique à un endroit précis.Cette force est utilisée pour façonner, couper ou mouler une pièce placée entre des outils, communément appelés matrices.
La polyvalence d'une presse vient de sa capacité à utiliser différentes matrices pour d'innombrables applications.Les procédés décrits ci-dessous sont tous des variations de ce principe unique et fondamental.
Catégorie 1 : Opérations de formage et de mise en forme
Les procédés de formage utilisent la force de compression pour déformer le matériau, généralement de la tôle, afin de lui donner la forme tridimensionnelle souhaitée sans enlever de matériau.
Estampage et emboutissage
L'emboutissage est un terme général qui englobe une variété d'opérations de formage à la presse.Il est souvent utilisé comme synonyme pour l'ensemble de la catégorie.
L'emboutissage L'emboutissage est un processus spécifique au cours duquel une presse pousse une feuille de métal dans une cavité d'emboutissage, en l'étirant et en la façonnant.C'est ainsi que sont fabriqués des composants tels que les panneaux de carrosserie automobile, les réservoirs de carburant et les éviers de cuisine.
Frappe et forgeage
Le monnayage est un procédé de formage à haute pression qui permet de créer des caractéristiques complexes et détaillées avec une extrême précision.Le matériau est pressé entre des matrices, ce qui le force à s'écouler dans chaque détail de l'outillage, comme c'est le cas pour la fabrication de la monnaie.
Le forgeage est un processus similaire qui utilise une force immense pour façonner le métal, souvent à des températures élevées, améliorant ainsi la structure du grain du matériau et sa résistance globale.
Pliage et redressage
Le pliage utilise une presse pour créer des courbes simples ou complexes dans des feuilles ou des plaques de métal, un processus également connu sous le nom de pliage.
Le redressage Le redressage est l'opération inverse ; il utilise une force contrôlée pour éliminer les courbures ou les torsions indésirables des barres, des plaques ou des pièces complexes en métal.
Catégorie 2 : Procédés de moulage
Le moulage utilise une presse pour appliquer de la chaleur et de la pression à une matière première placée à l'intérieur d'une cavité de moule, la forçant à prendre la forme du moule.Cette technique est courante pour les polymères et les composites.
Moulage par compression
Dans le domaine du moulage par compression Dans le cas du moulage par compression, une quantité précise de matériau de moulage est placée directement dans la moitié inférieure d'un moule chauffé.La presse ferme ensuite le moule et la combinaison de la chaleur et de la pression durcit le matériau dans sa forme finale.
Moulage par transfert
Le moulage par transfert Il s'agit d'une légère variante où le matériau est d'abord chauffé dans une chambre séparée.Un plongeur pousse ensuite, ou "transfère", le matériau fondu dans les cavités fermées du moule.Cette méthode est souvent préférable pour les pièces plus complexes.
Pressage sous vide
Le pressage sous vide ou moulage sous vide est une application spécialisée dans laquelle un vide est utilisé pour éliminer tout l'air du moule.Cela garantit que le matériau, souvent des couches composites ou des stratifiés, se conforme parfaitement à l'outillage sans poches d'air, créant ainsi une pièce dense et sans vide.
Catégorie 3 : Opérations de découpe et de poinçonnage
Contrairement au formage, ces procédés utilisent la presse pour appliquer une force de cisaillement afin de couper, séparer ou perforer une pièce.
Découpe
La découpe Il s'agit d'un processus de découpe dont l'objectif principal est de découper une pièce de matériau à partir d'une feuille plus grande.Cette pièce découpée, appelée "ébauche", est la pièce à usiner souhaitée et est souvent utilisée dans une opération de formage ultérieure.
Perçage
Piercing est le contraire fonctionnel du découpage.La presse perce un trou, un bourrelet ou une ouverture dans la pièce à usiner.Dans ce cas, la matière enlevée est un rebut et la pièce poinçonnée est la pièce finale souhaitée.
Comprendre les compromis :Procédé ou presse
Le choix du procédé influe directement sur le type de presse nécessaire.Il n'y a pas de presse unique, mais une presse adaptée à la tâche à accomplir.
Un compromis clé est souvent la vitesse par rapport à la force .Les presses mécaniques à grande vitesse sont excellentes pour l'emboutissage et le découpage rapides de matériaux minces.En revanche, les presses hydrauliques massives fournissent l'immense tonnage contrôlable nécessaire pour l'emboutissage ou le forgeage de métaux épais.
Un autre élément à prendre en compte est la la précision .Des procédés tels que le monnayage exigent des presses d'une rigidité et d'une précision extrêmes, tandis qu'une simple opération de pliage peut avoir des exigences moins strictes.
Faire le bon choix en fonction de votre objectif
Pour choisir la bonne approche, vous devez d'abord définir votre objectif de fabrication.
- Si votre objectif principal est la production de pièces de tôlerie en grand volume, l'emboutissage, l'étirage et le découpage sont vos principaux processus : L'estampage, l'emboutissage et le découpage sont vos principaux processus, qui nécessitent probablement des presses mécaniques rapides.
- Si votre objectif principal est de créer des pièces solides et complexes en plastique ou en matériaux composites : Le moulage par compression, le moulage par transfert ou le moulage sous vide seront vos principales considérations.
- Si votre objectif principal est de créer des pièces métalliques très détaillées et très résistantes, les opérations de forgeage ou de frappe sont le choix le plus approprié : Les opérations de forgeage ou de frappe sont le choix le plus approprié et nécessitent des presses hydrauliques à fort tonnage.
En fin de compte, la compréhension de ces catégories de processus fondamentaux est la première étape pour tirer parti de l'immense puissance et de la polyvalence des presses industrielles.
Tableau récapitulatif :
| Catégorie de processus | Opérations clés | Applications courantes |
|---|---|---|
| Formage et mise en forme | Emboutissage, étirage, monnayage, forgeage, cintrage | Panneaux automobiles, pièces de monnaie, pièces métalliques |
| Moulage | Moulage par compression, moulage par transfert, pressage sous vide | Composants en plastique, matériaux composites |
| Découpage et poinçonnage | Découpage, perçage | Pièces en tôle, circuits imprimés |
Prêt à améliorer les capacités de votre laboratoire avec la bonne presse ? KINTEK est spécialisé dans les presses de laboratoire, y compris les presses de laboratoire automatiques, les presses isostatiques et les presses de laboratoire chauffées, conçues pour répondre à vos besoins spécifiques en matière de processus de formage, de moulage et de découpe.Nos équipements offrent précision, efficacité et fiabilité aux laboratoires désireux d'améliorer les essais et la production des matériaux. Prenez contact avec nous dès aujourd'hui pour discuter de la manière dont nous pouvons soutenir vos objectifs et vous fournir des solutions sur mesure !
Guide Visuel
Produits associés
- Presse à granuler hydraulique de laboratoire pour XRF KBR FTIR Lab Press
- Presse hydraulique de laboratoire pour boîte à gants
- Presse hydraulique automatique à haute température avec plaques chauffantes pour laboratoire
- Presse isostatique à chaud pour la recherche sur les batteries à l'état solide Presse isostatique à chaud
- Presse hydraulique chauffante avec plateaux chauffants pour boîte à vide de laboratoire
Les gens demandent aussi
- Quelle est la nécessité d'une presse à granulés de laboratoire pour les combustibles dérivés de l'alcool ? Maximiser la densité énergétique et la cohérence
- Presse à pastilles de laboratoire pour le recyclage des panneaux solaires PV : assurer une analyse des matériaux et une pureté de haute précision
- Quels sont les différents types d'outils de fabrication de pastilles disponibles pour les laboratoires ? Choisissez la bonne presse pour votre échantillon
- Pourquoi utiliser une presse à pastilles de laboratoire pour la préparation de matériaux d'anode par PXRD ? Standardiser les échantillons pour une analyse précise
- Pourquoi une presse à pastilles de laboratoire professionnelle est-elle nécessaire pour la spectrométrie XRF du sable siliceux ? Atteindre une précision de +/- 0,10 %



















