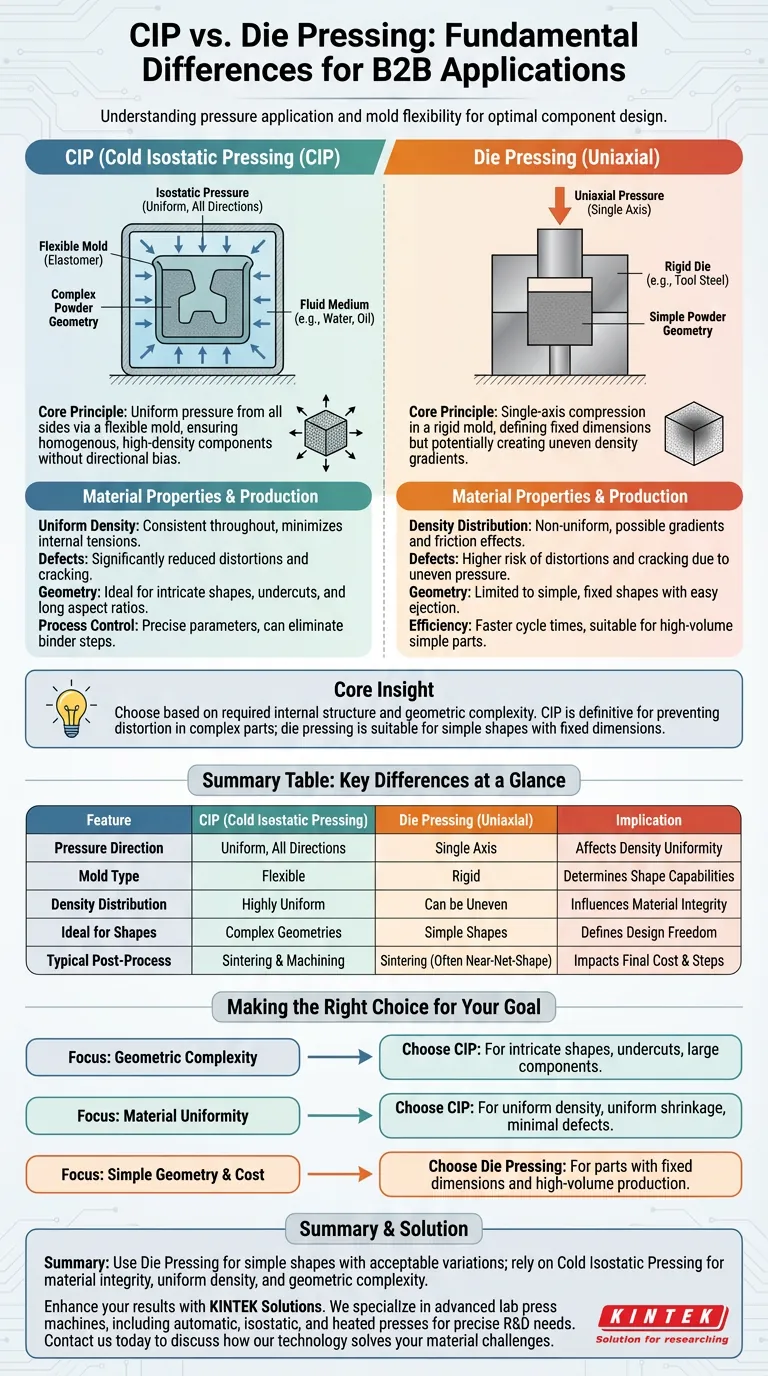
La différence fondamentale réside dans la direction de la pression appliquée et la flexibilité du moule. Le pressage par matrice (pressage uniaxial) utilise un moule rigide et comprime la poudre le long d'un seul axe, ce qui peut créer des gradients de densité inégaux. En revanche, le pressage isostatique à froid (CIP) immerge un moule flexible dans un milieu fluide, appliquant une pression uniforme de toutes les directions pour créer un composant homogène et de haute densité.
Idée clé : Choisissez le procédé en fonction de la structure interne requise et de la complexité géométrique. Alors que le pressage par matrice convient aux formes simples aux dimensions fixes, le CIP est le choix définitif pour éviter la déformation des pièces complexes, car sa pression multidirectionnelle élimine les variations de densité inhérentes à la compaction uniaxiale.

La mécanique de l'application de la pression
Force uniaxiale vs. isostatique
Le pressage par matrice est un procédé uniaxial. Il utilise une presse hydraulique pour forcer un poinçon dans une matrice rigide, comprimant le matériau de haut en bas. Cette approche sur un seul axe crée des frictions entre la poudre et les parois de la matrice.
Le pressage isostatique à froid (CIP) utilise la pression hydrostatique. Le matériau est scellé à l'intérieur d'un moule flexible et étanche (élastomère) et immergé dans un fluide, généralement de l'huile ou de l'eau. Le fluide transmet la pression de manière égale à chaque surface du moule simultanément, imitant les conditions de pression trouvées en profondeur sous l'eau.
Outillage rigide vs. flexible
Le pressage par matrice repose sur des moules rigides en acier à outils ou en carbure. Ceux-ci définissent les dimensions fixes de la pièce mais limitent la géométrie aux formes qui peuvent être éjectées verticalement.
Le CIP utilise des moules flexibles fabriqués à partir de matériaux tels que l'uréthane, le caoutchouc ou d'autres élastomères. Cette flexibilité permet à la pression d'être transférée directement à la poudre, la comprimant uniformément à mesure que le moule se déforme, ce qui est essentiel pour obtenir des formes complexes.
Impact sur les propriétés du matériau
Uniformité de la densité
La différence de résultat la plus critique est la distribution de la densité. Dans le pressage par matrice, la force unidirectionnelle entraîne souvent un empilement de particules non uniforme ; les coins et les bords peuvent être moins denses que le centre.
Le CIP obtient une densité verte uniforme dans toute la pièce. Parce que la pression vient de tous les côtés, les particules s'empilent uniformément, résultant en un "corps vert" (pièce non frittée) d'une résistance et d'une structure cohérentes.
Intégrité structurelle et défauts
La pression inégale dans le pressage par matrice peut entraîner des déformations et des fissures. Lorsque la densité est incohérente, la pièce rétrécit de manière inégale pendant la phase de frittage ultérieure, entraînant des défauts structurels potentiels.
Le CIP minimise considérablement les déformations. La contrainte de compaction uniforme réduit les tensions internes, empêchant les fissures et garantissant que la pièce rétrécit uniformément pendant le frittage. Cela se traduit par des propriétés mécaniques supérieures, telles qu'une dureté, une résistance et une résistance à l'usure améliorées.
Capacités de production et géométrie
Complexité de la forme
Le pressage par matrice est limité aux géométries simples et fixes. Il est idéal pour les pièces aux profils simples qui peuvent être facilement éjectées d'une matrice rigide.
Le CIP excelle dans la production de géométries complexes et complexes. La technologie de moule flexible permet la création de formes avec des contre-dépouilles ou de longs rapports d'aspect qui seraient impossibles à éjecter d'une presse à matrice rigide.
Efficacité du traitement
Le CIP offre un fort contrôle sur les paramètres du processus tels que la pression et le temps de maintien. Ce contrôle permet aux fabricants d'obtenir des microstructures spécifiques, telles que des grains fins, qui améliorent la ténacité.
De plus, le CIP peut éliminer les étapes de liant. Dans certaines applications, le CIP supprime le besoin de liants à base de cire et les processus de déparaffinage associés requis dans d'autres méthodes de pressage, rationalisant la production et réduisant la contamination des matériaux.
Comprendre les compromis
Corps vert vs. pièce finie
Il est essentiel de comprendre que le CIP produit un corps vert, et non une pièce finie. La pièce compactée atteint généralement 60 % à 95 % de sa densité théorique, en fonction du matériau et de la pression.
Bien que la pièce soit dense et manipulable, elle nécessite toujours un frittage (chauffage) pour atteindre sa résistance finale. Contrairement au pressage isostatique à chaud (HIP), qui combine chaleur et pression, le CIP est un processus à température ambiante axé uniquement sur la compaction.
Finition de surface et tolérance
Étant donné que le CIP utilise des moules flexibles, la finition de surface et les tolérances dimensionnelles ne sont généralement pas aussi précises que la "forme nette" obtenue par pressage par matrice rigide. Les pièces CIP nécessitent souvent un usinage secondaire pour atteindre les dimensions précises finales, alors que les pièces pressées par matrice peuvent ne pas en avoir besoin.
Faire le bon choix pour votre objectif
La décision entre le CIP et le pressage par matrice repose sur un équilibre entre la complexité géométrique et le besoin d'uniformité structurelle.
- Si votre objectif principal est la complexité géométrique : Choisissez le CIP, car son outillage flexible permet la production de formes complexes, de contre-dépouilles et de grandes pièces que les matrices rigides ne peuvent pas accueillir.
- Si votre objectif principal est l'uniformité du matériau : Choisissez le CIP pour garantir une distribution de densité uniforme, minimiser les défauts internes et assurer un retrait uniforme pendant le frittage.
- Si votre objectif principal est la géométrie simple : Choisissez le pressage par matrice pour les pièces aux dimensions simples et fixes où le coût et le temps de cycle du pressage isostatique ne sont pas justifiés.
Résumé : Utilisez le pressage par matrice pour les formes simples où de légères variations de densité sont acceptables ; fiez-vous au pressage isostatique à froid lorsque l'intégrité du matériau, la densité uniforme et la complexité géométrique sont non négociables.
Tableau récapitulatif :
| Caractéristique | Pressage Isostatique à Froid (CIP) | Pressage par Matrice (Uniaxial) |
|---|---|---|
| Direction de la pression | Uniforme, de toutes les directions (Isostatique) | Un seul axe (Uniaxial) |
| Type de moule | Flexible (par ex., uréthane, caoutchouc) | Rigide (par ex., acier à outils) |
| Distribution de la densité | Très uniforme, minimise les défauts | Peut avoir des gradients et une densité inégale |
| Idéal pour les formes | Géométries complexes, contre-dépouilles, longs rapports d'aspect | Formes simples aux dimensions fixes |
| Post-traitement typique | Nécessite un frittage ; un usinage secondaire est souvent nécessaire | Nécessite un frittage ; souvent proche de la forme finale |
Besoin de produire des pièces complexes et de haute intégrité avec une densité uniforme ?
Chez KINTEK, nous sommes spécialisés dans les machines de presses de laboratoire avancées, y compris les presses de laboratoire automatiques, les presses isostatiques et les presses de laboratoire chauffées, conçues pour répondre aux besoins précis de la recherche et du développement en laboratoire. Nos solutions de pressage isostatique à froid (CIP) offrent l'uniformité des matériaux et la flexibilité géométrique dont vos projets ont besoin.
Laissez notre expertise améliorer vos résultats. Contactez notre équipe dès aujourd'hui pour discuter de la manière dont notre technologie de pressage peut résoudre vos défis matériaux spécifiques !
Guide Visuel
Produits associés
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
- Presse à moule cylindrique de laboratoire avec balance
Les gens demandent aussi
- Quels sont les types d'équipement disponibles pour le pressage isostatique à froid ?Découvrez les solutions de NEP pour les laboratoires et la production
- Comment une presse isostatique à froid (CIP) augmente-t-elle la densité de courant Bi-2223/Ag ? Améliorez la supraconductivité avec une pression uniforme
- Quels sont les avantages du procédé de pressage isostatique à froid (CIP) pour le LSMO ? Atteindre une densité sans défaut
- Pourquoi le pressage isostatique à froid (CIP) est-il appliqué après le pressage uniaxial ? Optimiser la densité du précurseur supraconducteur
- Pourquoi les taux de pressurisation élevés sont-ils importants dans les systèmes CIP automatisés ? Obtenir une densité de matériau supérieure










