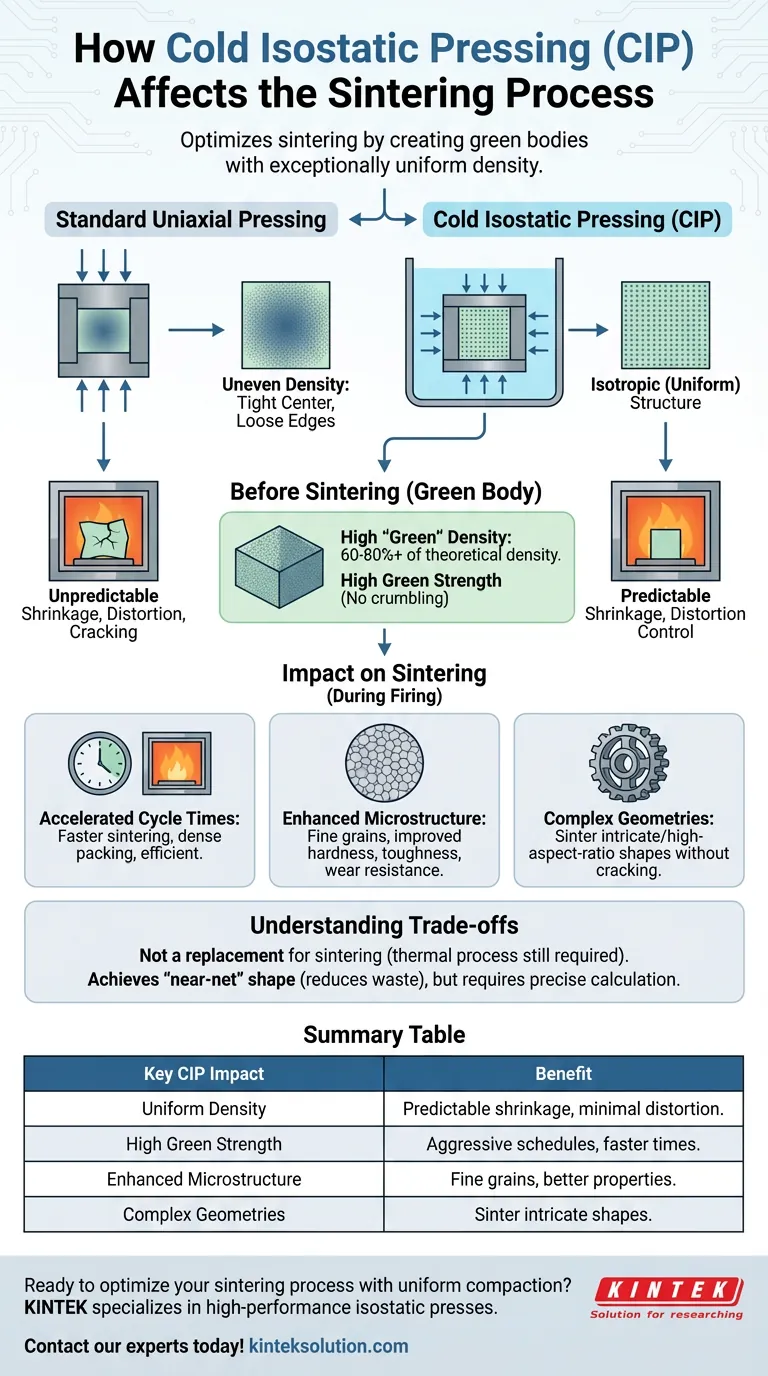
Le pressage isostatique à froid (CIP) optimise considérablement le processus de frittage en créant un corps "vert" d'une densité exceptionnellement uniforme. Comme le matériau est comprimé de manière égale dans toutes les directions avant le chauffage, la phase de frittage ultérieure devient plus rapide, plus prévisible et capable de produire des propriétés matérielles supérieures par rapport aux méthodes de pressage uniaxial.
Idée clé La principale valeur du CIP est l'élimination des gradients de densité internes. En garantissant que la poudre est compactée uniformément avant d'entrer dans le four, le CIP permet un retrait prévisible, une distorsion minimisée et la capacité de fritter des formes complexes ou à rapport d'aspect élevé sans fissuration.

La mécanique de la compaction uniforme
Pour comprendre comment le CIP affecte le frittage, il faut d'abord comprendre l'état du matériau avant que la chaleur ne soit appliquée. Le "corps vert" prépare le terrain pour l'ensemble du cycle thermique.
Élimination des gradients de densité
Le pressage uniaxial standard applique une force par le haut et par le bas, créant des frictions qui entraînent une densité inégale : centres denses et bords lâches.
Le CIP submerge le moule dans un milieu fluide, appliquant une haute pression hydraulique sous tous les angles. Cela crée une structure isotrope (uniforme) où la densité de la poudre est constante dans toute la pièce, quelle que soit sa géométrie.
Obtention d'une densité "verte" élevée
Le CIP consolide la poudre pour atteindre 60 % à 80 % de sa densité théorique avant même le début du frittage. Dans certains cas optimisés, les corps verts peuvent approcher des densités encore plus élevées.
Ce haut tassement initial signifie que les particules sont déjà mécaniquement imbriquées. Il en résulte une haute résistance à l'état vert, permettant de manipuler, d'usiner ou de déplacer les pièces dans le four sans aucun risque d'effritement ou de déformation.
Impact sur le comportement au frittage
Une fois que la pièce traitée par CIP entre dans le four de frittage, les avantages de cette structure uniforme deviennent actifs.
Retrait prévisible et contrôle de la distorsion
Le frittage provoque inévitablement un retrait du matériau à mesure que les pores se referment. Si le corps vert a une densité inégale, il se rétractera de manière inégale, entraînant un gauchissement, une forme "en sablier" ou des fissures internes.
Comme les pièces CIP ont une densité uniforme, elles subissent un retrait uniforme. Cela permet aux ingénieurs de prédire les dimensions finales avec une grande précision, garantissant que la pièce conserve sa forme et son intégrité structurelle prévues après la cuisson.
Temps de cycle accélérés
La haute résistance à l'état vert et la densité obtenues par le CIP permettent des cycles de frittage plus agressifs.
Les matériaux traités par CIP peuvent souvent être frittés plus rapidement que ceux traités par d'autres méthodes. Le tassement dense des particules réduit le temps et l'énergie nécessaires pour obtenir la liaison finale, améliorant l'efficacité globale de la production et le débit.
Microstructure améliorée
La pression appliquée pendant le CIP induit une déformation plastique et une recristallisation dans la poudre.
Il en résulte un corps fritté final avec des grains fins, ce qui se traduit directement par une dureté, une ténacité et une résistance à l'usure améliorées. De plus, le processus réduit considérablement le risque d'entraînement d'air et de vides, produisant un composant d'intégrité supérieure.
Comprendre les compromis
Bien que le CIP améliore les résultats du frittage, il est essentiel de comprendre le contexte opérationnel pour éviter les idées fausses.
C'est une étape de prétraitement
Le CIP ne remplace pas le frittage ; c'est une technologie habilitante. Bien qu'il crée un corps vert très dense, le matériau nécessite généralement toujours un traitement thermique pour atteindre sa résistance métallurgique ou céramique finale.
Forme quasi nette vs. Forme nette
Le CIP permet la création de formes "quasi nettes", ce qui réduit le gaspillage de matériaux et les coûts d'usinage. Cependant, comme le retrait se produit toujours (bien que de manière prévisible), des calculs précis sont nécessaires pour garantir que la taille du moule vert correspond aux dimensions finales souhaitées.
Faire le bon choix pour votre objectif
Décider d'intégrer le CIP dans votre flux de fabrication dépend de vos objectifs de production spécifiques.
- Si votre objectif principal est la complexité géométrique : Le CIP est essentiel pour produire des formes complexes ou des pièces avec de grands rapports d'aspect (longues et fines) qui se fissureraient sous pression uniaxiale.
- Si votre objectif principal est la précision dimensionnelle : Le CIP fournit la densité uniforme nécessaire pour éviter le gauchissement et la distorsion pendant le processus de cuisson.
- Si votre objectif principal est la performance matérielle : Le CIP crée la microstructure à grains fins et la haute densité nécessaires pour les pièces nécessitant une résistance à l'usure et une résistance maximales.
Résumé : En neutralisant les gradients de densité avant le chauffage, le pressage isostatique à froid transforme le frittage d'une étape de consolidation risquée en un processus prévisible et à haute vitesse pour la création de matériaux haute performance.
Tableau récapitulatif :
| Impact clé du CIP sur le frittage | Avantage |
|---|---|
| Densité uniforme | Élimine les gradients internes pour un retrait prévisible et une distorsion minimale. |
| Haute résistance à l'état vert | Permet des cycles de frittage agressifs et des temps de cycle plus rapides. |
| Microstructure améliorée | Résulte en des grains fins, améliorant la dureté, la ténacité et la résistance à l'usure. |
| Géométries complexes | Permet le frittage de formes complexes ou à rapport d'aspect élevé sans fissuration. |
Prêt à optimiser votre processus de frittage avec une compaction uniforme ?
KINTEK est spécialisé dans les presses isostatiques haute performance et les machines de presses de laboratoire conçues pour créer les corps verts uniformes essentiels à des résultats de frittage prévisibles et de haute qualité. Que vous développiez des géométries complexes ou que vous nécessitiez des performances matérielles maximales, notre expertise vous garantit d'obtenir des résultats supérieurs.
Contactez nos experts dès aujourd'hui pour discuter de la manière dont nos solutions CIP peuvent améliorer votre laboratoire ou votre ligne de production !
Guide Visuel
Produits associés
- Machine automatique de pression isostatique à froid pour laboratoire (CIP)
- Machine de pression isostatique à froid de laboratoire pour le traitement des eaux usées
- Presse isostatique à froid de laboratoire électrique Machine CIP
- Presse manuelle isostatique à froid Machine CIP Presse à granulés
- Moules de pressage isostatique de laboratoire pour le moulage isostatique
Les gens demandent aussi
- Quelles sont les caractéristiques clés des systèmes automatisés de presse isostatique à froid (CIP) de laboratoire ? Obtenez une consolidation précise de poudres à haute pression
- Quels sont les types d'équipement disponibles pour le pressage isostatique à froid ?Découvrez les solutions de NEP pour les laboratoires et la production
- Pourquoi une presse isostatique à froid (CIP) est-elle nécessaire après un pressage uniaxial ? Obtenir la transparence dans les céramiques de Nd:Y2O3
- Pourquoi les taux de pressurisation élevés sont-ils importants dans les systèmes CIP automatisés ? Obtenir une densité de matériau supérieure
- Pour quels types de matériaux et d'applications les systèmes CIP automatisés sont-ils particulièrement avantageux ? Libérez la pureté et les formes complexes










